




我们精心制作的钢筋金属带锯床锯切钢筋平整产品视频已经准备就绪,探寻钢筋金属带锯床锯切钢筋平整产品背后的故事,视频带你走进精彩世界!
以下是:钢筋金属带锯床锯切钢筋平整的图文介绍
产品优势图


调换与滚丝轮螺距相适宜的垫圈,以保证螺距的正确性,螺距与垫圈厚度的关系见表二。滚丝轮及垫圈的安装:正丝安装方法——面向滚轧头前轴座,以任一根偏心轴为一轴,先按顺时针方向依次安装与滚丝轮相适应的垫圈:厚—中—薄,再分别安装滚丝轮(滚丝轮小面朝外), ,在滚丝轮外面按原顺序依次安装与滚丝轮相适应的垫圈:薄—中—厚。反丝安装方法——调换每个滚丝轮的内外垫圈即可。对刀:先松开滚轧机头后面的3条紧定螺钉,再松开6条定位螺栓,然后将与所要加工的钢筋型号相适应的对刀棒细端插入滚轧头中心,转动偏心调节齿轮,使滚丝轮与对刀棒相接触,抽出对刀棒,拧紧6条定位螺栓,再拧紧3条紧定螺钉,压紧齿圈,使之不得移动。设备特性:1、钢筋端面铣平机切割处理保证一致,接头无缝隙。端面加工每次4根同时进行,速度较人工打磨时间短,大大节约了成本,且打磨质量得到了有效控制。安全度高、人工劳动强度低、整体效率高。



钢筋锯切. 墩粗 .套丝 ,打磨工艺实现了自动化生产。提高了套丝生产线设备的自动化程度并减少劳动力。 节约场地;套丝设备可与钢筋剪切锯切设备链接。钢筋通过裁剪设备将钢筋裁剪到规定长度后直接进入套丝设备。不需要占用场地存放钢筋。减少人工;该设备操作人员只需要一个人就可完成炒作。无须吊装和搬运线体直接运输。提高效率;短时间实现从原材料到两端套丝半成品。保证品质。上下工序紧密衔接。及时发现异常并纠正。操作简单;设备配备人性化的操作程序。可选择性作业。同时这两个部套可以拆分开作为独立设备单独使用。先进的伺服控制系统。锯切。套丝精度高。全自动液压钢筋镦粗机采用先进液压系统和电动结构,新产品、新技术,只需按上一个电源按扭,整体镦粗工作一次性完成,加工精度高,质量保证。钢筋镦粗利用冷镦的原理使钢筋端头塑性变形,直径增大4~6mm,然后再加工螺纹。使加工螺纹后的实际截面积大于原钢筋截面积,大大提高接头的抗拉强度。这种镦粗后的螺纹接头经拉伸实验检测全部断于母材,适用于建筑、路桥、高铁、电站要求较高的工程;操作简单方便,省时省力。

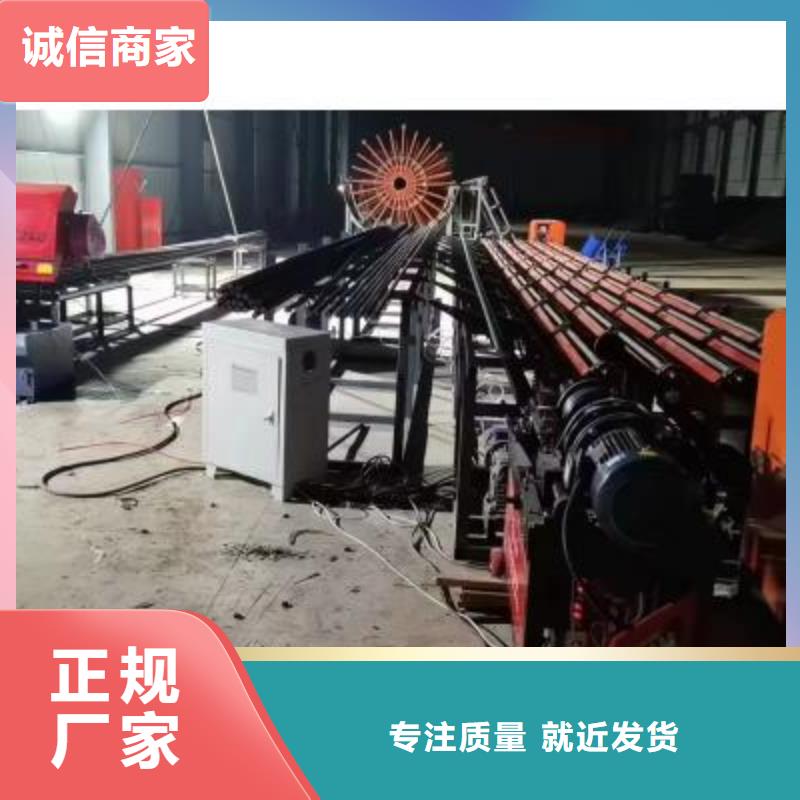
产品案例

公司实力

近年来随着科技的进步和发展很多的施工现场桩基钢筋笼越来越多的采用套丝搭接的方式进行,传统的焊接搭接慢慢的被淘汰。因而如何处理套丝搭接问题成为了很多施工方头疼的问题。数控钢筋锯切套丝打磨生产线是专门为处理套丝搭接问题而专门设计的一种数控钢筋加工智能化设备。带大家了解一下数控钢筋锯切套丝打磨生产线具体是如何处理套丝搭接问题的。1、数控钢筋锯切套丝打磨生产线首先对原材料钢筋进行定尺的锯切,在数控屏幕上设置需要锯切钢筋的长度,原材料钢筋使用行吊放到原材料放料架上等待锯切。2、原材料钢筋工人手动拨到运料轨道上,钢筋自动被运送到锯床进行锯切工作。3、原材料钢筋在锯床部位被锯切成指定长度后再通过运料轨道被运送到锯切完毕的半成品储料仓里等待套丝。4、半成品储料仓里的钢筋被一根一根的翻转到套丝轨道上,分别进行两个端头的套丝。5、两个端头套丝完毕的钢筋被翻转到打磨轨道上进行两个端头的打磨。6、两个端头打磨完毕的钢筋被翻转到成品储料仓里等待取用。由上可见,整个的生产流程中使用人工的地方非常少,因而数控钢筋锯切套丝打磨生产线越来越多的出现在了施工现场。很多的施工方有刚开始的不接受到后来的慢慢喜欢。数控钢筋锯切套丝打磨生产线越来越受到欢迎。在此向施工方要说明的是锯切套丝打磨生产线是对原材料钢筋的两个端头进行处理,而并非是对已经做好的笼子成品进行处理。而且数控钢筋锯切套丝打磨生产线也存在一些弊端,比如占地空间较大,对场地的平整度要求较高等。

赣州建贸机械于2017年正式注册成立,注册资本300万元。位于赣州经济区,是一家设计、生产、销售 钢筋切断机为一体的制造型企业。公司现有专业的设计及生产团队,全面完善的制作工艺,大幅提高了 钢筋切断机产品的生产效率和质量。我们致力于以专业的制作和完善的质量以及售后,满足广大客户要求,欢迎来厂参观考察!

