




想了解我们的镀锌管-防尘网支持货到付清产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。
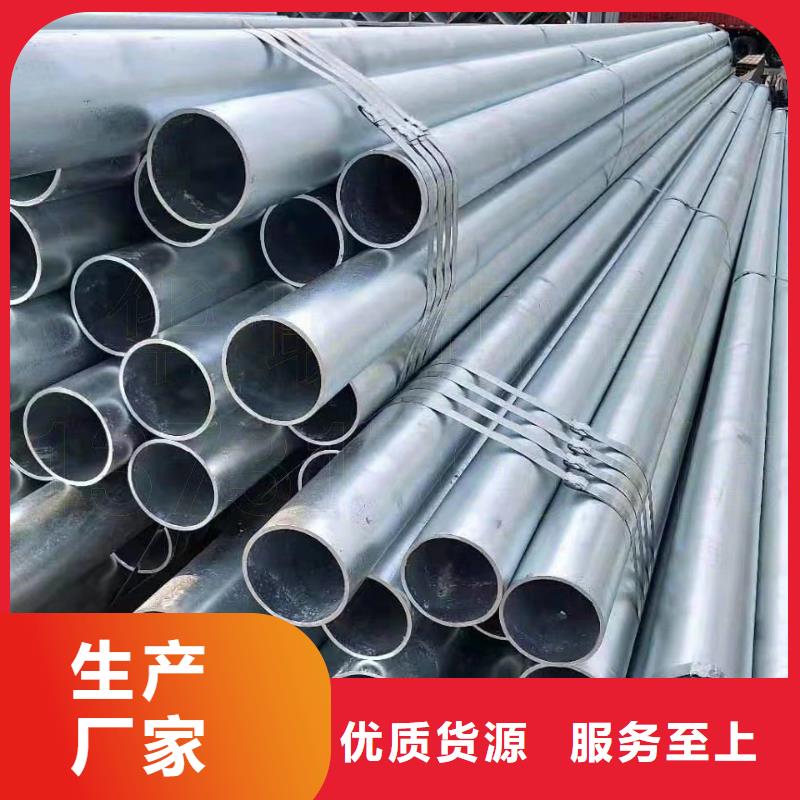
以下是:镀锌管-防尘网支持货到付清的图文介绍

华尔钢热镀锌管物理变形规范,由于工程项目的需要,镀锌无缝管对电焊的焊接质量要求很高。先从外焊入手,可以保证镀锌无缝管电焊的熔透性和镀锌无缝管焊接的美观和水平。以及镀锌无缝管焊接的直线直线度。镀锌无缝管两侧自动埋弧焊机在镀锌无缝管领域称为内焊。镀锌无缝管的内焊是镀锌无缝管电焊的重中之重。原因在于它不仅电焊难度高,而且对焊接的要求也很高。镀锌无缝管焊接的探伤水平可以看这里。镀锌无缝管工作时,电流大,穿透深,不方便人眼观察。经验丰富的内部组长可以从镀锌无缝管工业电视上调整焊接电焊轨,在内焊时从外焊点的网络热点调整内焊速度。 热镀锌管焊接前,主要是对镀锌无缝管进行加热,控温30分钟后开始焊接。 焊接加热、固层温度和热处理过程由热处理过程温控柜自动控制,采用远红外履带式热处理炉片,全自动设置曲线和描述曲线,热电阻测温。 加热时热阻测量点之间的距离为距焊缝边界15mm-20mm。为了更好地防止镀锌无缝管焊接变形,每根立柱接头由两人对称焊接,焊接方向由中间向两侧焊接。


点炉中的热处理不可能一气呵成。镀锌管落地水平应根据温度控制,中间关炉改变压力,使淬火后的工件透视自始至终不矛盾。注意冷冻液的测量。 如果 10% 盐水溶液的测量高于 60°C,则不能应用。冷冻液不得有血、沙等残留物,否则会出现视角多或景物不均。粗胚一旦调质,视角就永远不会均匀。 如果要失去良好的调质质量,则毛坯应进行粗加工,圆棒应进行锻造。 镀锌方管活塞机的液压系统有单活塞杆气缸和双活塞杆气缸两种。 单活塞杆液压系统只有液压缸的一端,两侧分别为出油口和回油孔,以达到横向适应。又称双效油缸,常用于液压挖掘机等工程机械。 镀锌方管双活塞杆液压系统具有两侧延伸的液压缸,其组成与单活塞液压系统基本相同。 当液压系统的右腔充满液体,左腔被抽油时,活塞杆偏心,对面的活塞杆偏心。 镀锌方管的稳定性和合理性。



苏沪金属制品(汉中市分公司)秉承,品质、客户致上的服务宗旨。愿与客户永远站在同一战线,为客户提供好 合金管产品,尽大努力为客户结约成本。 客户永远是我们的贵人,是我们的朋友。苏沪金属制品(汉中市分公司)致力于客户关系建设,以诚实守信,合作负责赢得客户的赞赏。我们的成功归功于客户对我们的信任与选择;成就客户才能成就自己,感动自己才能感动客人。



热镀锌方矩管也是各种战略武器不可缺少的原材料。气瓶等都需要无缝钢管制造。镀锌方管按截面积的不同可分为圆钢管和异型钢。 由于在相同直径标准下圆形面积较大,因此环形管可以输送大量液体。 此外,当圆形截面承受内部或外部轴向工作压力时,承受力比较均匀。 因此,大多数无缝钢管是圆钢管。 采用镀锌管自动焊接技术,替代单人电焊,获得电焊加速、均匀化的效果。虽然采购价格比较贵,但可以在不改变直径的管道上积极焊接,并且在严格按照既定的稳定速度进行电焊时,提供了稳定均匀的电焊效果。可调特性使该主动机也可用于大口径变径钢管,并可调节不同等级和金相分析常用管材的焊接时钟频率。


