


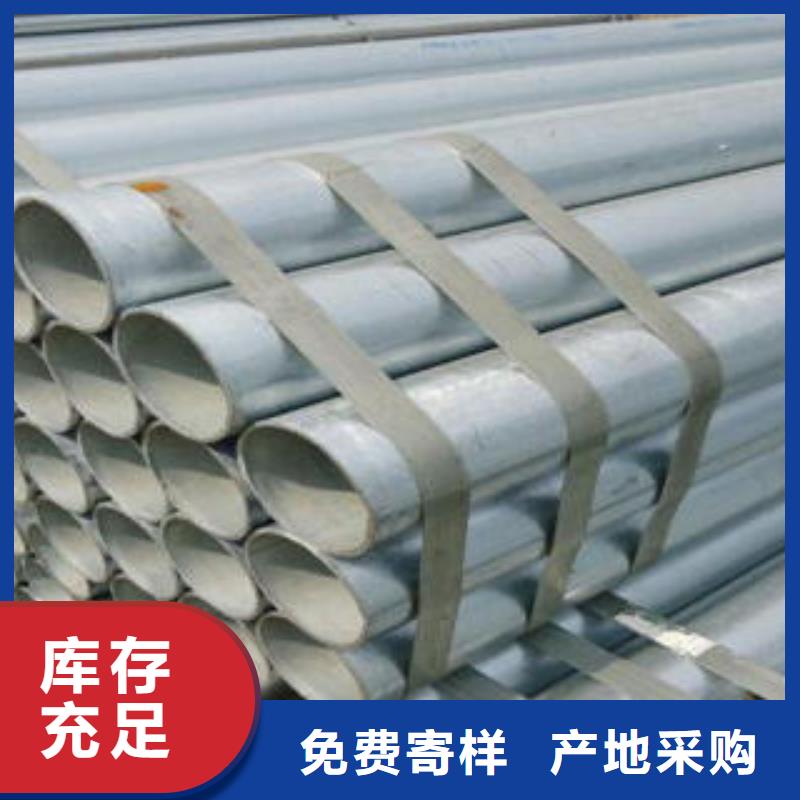
铁物资(汉中市分公司)生产的【圆钢】均符合标准(GB)、产品品种丰富、规格齐全,公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市,【圆钢】产品深得用户依赖。欢迎新老客户来电垂询。
公司常备【圆钢】库存量充足,品种规格齐全。本着薄利多销,质量可靠的销售原则,让客户买的放心,用的舒心!诚信、专业、 是我们的服务宗旨,我们将竭诚为新老客户提供过硬的【圆钢】产品和优质的服务, 欢迎各界朋友莅临参观、指导和业务洽谈。



无缝钢管的与众不同的特性是?
1.无缝钢管和无缝管的差别 油后既成、无缝管关键特性是无电焊焊接缝,可承担很大的工作压力。商品能够是很不光滑的铸态或冷拨件。无缝钢管是近些年出現的商品,关键是内螺纹、表面规格有严苛的尺寸公差及表面粗糙度。
2.冷拉无缝钢管的特性 直径更小。高精度可做批量生产吃凉性拔制成品高精度,工艺性能好。无缝钢管横总面积更繁杂无缝钢管特性更优越,金属材料较为密。热扎无缝钢管后的差别 热扎无缝钢管用轧钢圆精轧管板坯或初轧板坯作原材料,经步进式加热炉加温,髙压水除鳞后进到粗挤压机,粗轧料经切头、尾、再进到精轧机,执行运动控制系统冷轧,终轧后即历经层.流制冷和卷取机放卷、变成直发卷。
3.直发卷的头、尾通常呈舌状及鱼身状,薄厚、总宽精密度较弱,边缘常存有浪形、压边、塔形等缺点。其卷重偏重、卷钢公称直径为760mm。将直发卷经切头、切尾、裁边及多道次的校直、整平等铸轧线解决后,再切板或重卷,即变成:热轧钢、整平热轧钢卷、纵切带等商品。热扎铸轧卷若经酸洗钝化除去空气氧化皮并涂热扎酸洗板卷。
33-7.5的无缝钢管生产中
无缝钢管的热处理是冷拔工艺流程中的重要环节。不管是未经冷拔的毛坯管的热处理冷拔流程中的工序间热处理还是冷拔后的成品管的热处理都对拔制效果及拔制后的成品管的金相组织或其物理性能指标有重要影响。
无缝钢管的管坯如果不是处于正火及退火状态硬度较高需要经热处理降低硬度、改善组织以提高其冷拔效果。冷拔后的钢管经过塑性变形由于发生了晶格的扭曲和晶粒的破碎拉长出现了加工硬化现象处于组织不稳定状态其硬度、强度等性能指标提高明显而塑性显著下降。



七地质钻探用钢管(YB-是供地质部分岩心钻探利用的钢管,按用途可分为钻杆钻铤岩心管套管和沉淀管等。八金刚石岩芯钻探用无缝钢管(GB-是用于金刚石岩芯钻探的钻杆岩心杆套管的无缝钢管。九煤油钻探管(YB-是用于煤油钻探两头内加厚或外加厚的无缝钢管。钢管分车丝和不车丝两种,车丝管用讨论团结,不车丝管用对焊的要领与东西讨论团结十船舶用碳钢无缝钢管(GB-是制造船舶I级耐压管系Ⅱ级耐压管系汽锅及过热器用的碳素钢无缝钢管。
碳素钢无缝钢管管壁事情温度不凌驾四五零℃,合金钢无缝钢管管壁事情温度凌驾四五零℃。十一汽车半轴套管用无缝钢管(GB-是制造汽车半轴套管及驱动桥桥壳轴管用的优质碳素布局钢和合金布局钢热轧无缝钢管。十二柴油机用高压油管(GB-是制造柴油机放射体系高压管用的冷拔无缝钢管。十三液压和睦动缸筒用细密内径大口径厚壁无缝钢管(GB-是制造液压和睦动缸筒用的具有细密内径尺寸的冷拔或冷轧细密无缝钢管。



无缝钢管产量由万吨增加到万吨,年均增长率为,焊接钢管产量由万吨增加到万吨,年均增长率为。钢管国内市场占有率超过,其中,无缝钢管达到了,焊接钢管达到。
我国钢管行业为油气开采,电力,海洋工程和船舶,建筑,三化,机械,汽车等行业以及国民经济的快速发展提供了重要的原材料保障。范围内来看,年,我国的钢管产量为万吨,同比增长,中国的钢管产量占到钢管总产量的。
其中,年全球无缝钢管产量为万吨,同比下降,中国无缝钢管的产量为万吨,同比下降,产量占到无缝钢管产量的。年全球焊接钢管产量为亿吨,增长,中国的产量约为万吨,增长,我国焊接钢管产量已占焊接钢管产量的。
但是,作为钢管行业的大国,我国钢管行业在优化升级方面却是一大短板,行业结构性矛盾突出。有分析指出,我国钢管行业存在以下问题:一是市场需求下降,产能过剩矛盾突出,二是行业效益严重下滑,无缝钢管生产企业尤为突出,三是不公平的市场环境加重了恶性竞争,四是自主创新能力不强,五是在化方面还需进一步行业竞争力。



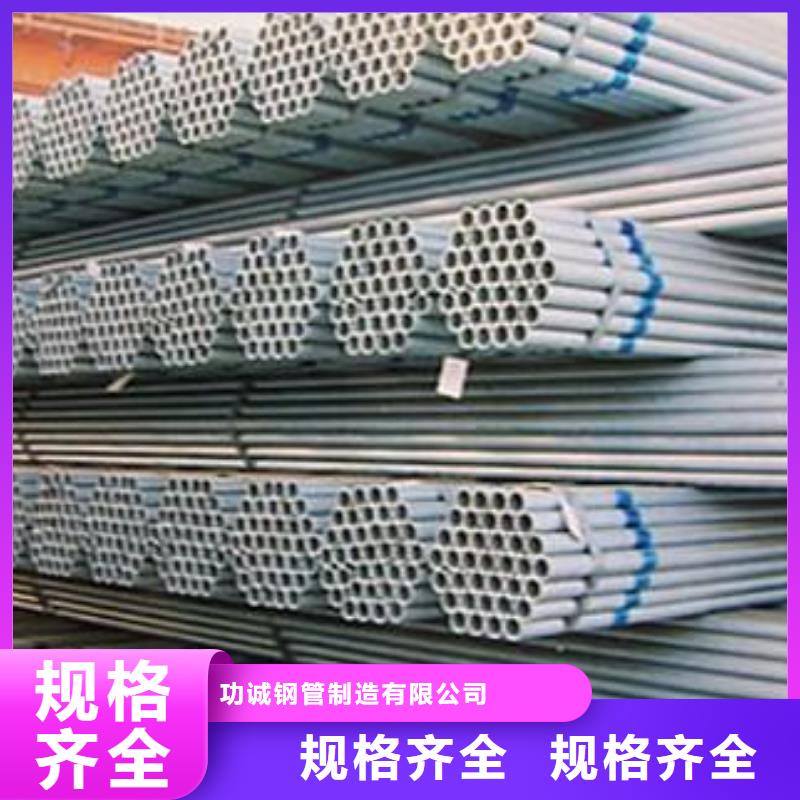
山东功诚钢管制造有限公司 无缝钢管厂(山东功诚钢管)无缝钢管产品严格执行 标准,全部产自国有大型钢厂,如:马钢、莱钢、包钢、重钢。长备库存3000吨以上,库存量和销售量在全国同类企业中均为首位。 公司经营的优质无缝钢管产品,产品销售区域覆盖了全国除海南和西藏以外的所有省份及地区。在通过服务不断为客户竞争力的同时也为我们自己赢得了市场赞誉。
无缝钢管生产厂家无缝钢管厂(功诚钢铁)公司经营的优质无缝钢管产品,产品销售区域覆盖了全国除海南和西藏以外的所有省份及地区。在通过服务不断为客户竞争力的同时也为我们自己赢得了市场赞誉。
一.夹渣的控制
加强焊工基本技能的培训,无缝钢管的用途, 控制铁水与熔渣分离;按焊接工艺数据单要求, 控制焊接电流;加强焊接过程的层道清理;使用合适规格的焊条;焊接接地线应该在工件中合理接地, 控制电弧偏吹。
二. 气孔的控制
按 标准要求, 加强无缝钢管施工环境控制, 现场建立合理的施工清洁区;按焊接施工方案要求进行坡口清理, 严格控制坡口两侧的清洁度;加强焊工基本技能的培训, 控制焊接电弧的合适长度;严禁管内有穿堂风,无缝钢管, 采取端部封堵等措施;加强现场通风条件, 控制空气潮湿度小于等于90%;采用低氢型焊条;控制氩气纯度大于等于99.99%;选择设备性能稳定的电焊机且标定合格。
三.未焊透的控制
加强坡口质量检查, 控制合理的钝边量;加强装配质量检查, 严把装配质量关, 控制合理的错边量;加强标准培训及伪缺陷在结构的模拟检验,避免内部缺陷的错判;加强焊工基本技能的培训;按焊接工艺数据单要求, 采用合理的焊接电流。
四. 未熔合的控制
加强无缝钢管焊工基本技能的培训,20#无缝无缝钢管价格, 根部未熔合缺陷产生;注意层间修整, 避免出现沟槽及运条不当而导致未熔合;严格按WPS 要求, 采用合理的焊接电流;正确处理钨丝的打磨角度和焊接停留时间。
致使不锈钢无缝钢管生锈的原因以及方法
