

别再等待了,仅仅一分钟,就能通过我们的热镀锌圆管供应商产品视频探索到无数令人心动的细节和亮点。
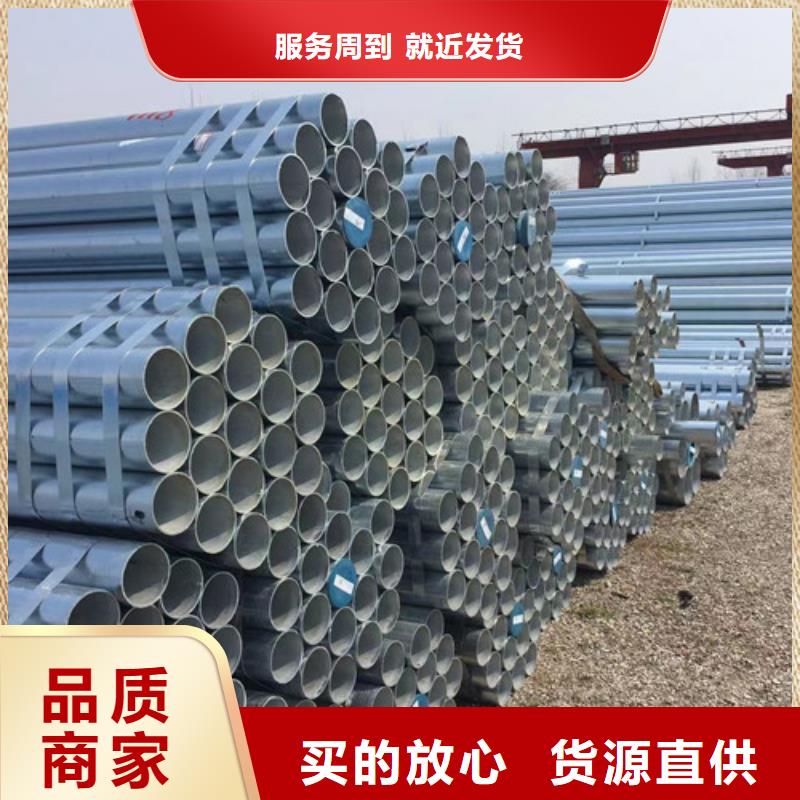
以下是:热镀锌圆管供应商的图文介绍



镀锌钢管连接方式:螺纹,焊接。 滚槽方式连接 (一)滚槽焊缝开裂 1、将管口压槽部分的内壁焊筋磨平,减少滚槽阻力。镀锌钢管 2、调整钢管与滚槽设备的轴心,并要求钢管与滚槽设备水平。镀锌钢管 3、调整压槽速度,压槽成型时长不能超过规定,均匀、缓慢施力。镀锌钢管 (二)滚槽钢管断裂 1、将钢管管口压槽部分内壁焊筋磨平,减少滚槽阻力。镀锌钢管 2、调整钢管与滚槽设备的轴心,要求钢管与滚槽设备水平。镀锌钢管 3、调整压槽速度,压槽速度不能超过规定,均匀、缓慢施力。镀锌钢管 4、检查滚槽设备的支撑辊与压力辊的宽度和型号,是否存在两辊尺寸不相匹配而造成咬合现象。镀锌钢管 5、用游标卡尺检查镀锌钢管的沟槽是否规定。



镀锌管在我们生活中得到了大范围的应用,已经成为我们生活中不可缺少的一部分,下面路易瑞有限公司给大家讲一讲镀锌管该如何清洗,具体方法如下: 长时间使用后镀锌管表面会有一些油铁和长期存在,灰尘和污垢,会影响镀锌管的质量,所以就需要我们进行定期清洗了。 热镀锌带钢清洗方法一般包括:浸渍碱液,碱液刷洗、电解清洗、高锌层管热水冲洗和清洗方法镀锌钢和总量控制中的残碳低的残余油的表面,但清洗时会磨在镀锌钢表面,从而提高了带钢表面粘附到一定的程度,因此,热镀锌带钢清洗是非常必要的。 镀锌管在业内的名声是非常的响亮的,基本上大家都知道的,下面路易瑞有限公司给大家讲一讲镀锌管的规格与应用,具体内容如下: 由于镀锌管应用非常广泛,其质量标准更是非常重要。在外形和重量方面,其长度为6m,,每批重量不超过总重量的5%,且长度不小于2m。其次,在端部形状,其两端应在镀锌前右角与钢管轴线,内外切口毛刺高度不应超过0.5mm。后是它的标记问题。镀锌钢管应标明标准的标准号和尺寸,以及制造商的名称。


路易瑞国际贸易(河北省分公司)深信,只有“以人为本,以德兴厂,创新务实,诚信经商”才能让我们的企业立于不败之地,也才会给消费者带去真正的福利,并且真正打开【Q355B无缝方管】市场,赢得新老客户的口碑,并且在一定程度上创造出更多性能优越的【Q355B无缝方管】产品,让消费者可以拥有更多的选择。
我们也始终坚持微笑服务,以顾客利益为主,服务到位,让每一位来到我公司的朋友都能感受到温馨的氛围。
此外,我们还注重多实践、多交流、互帮互助的原则,以积j i饱满的姿态迎接每一个挑战,争取能够早日将此产业发扬至全球,打响【Q355B无缝方管】国际知名度。




(三)滚槽机滚压成型的沟槽应符合下列要求 1、管端至沟槽段的表面应平整无凹凸、无滚痕。 2、沟槽圆心应与管壁同心,沟槽宽度、深度应符合要求,并检查卡箍件型号是否正确。 3、在橡胶密封圈上涂抹润滑剂并检查橡胶密封圈是否有损伤,润滑剂不得采用油润滑剂。 焊接式连接 1、镀锌钢管管口对接后不在一条直线和钢管存在斜口的问题,建议将钢管管头截掉一小段儿后再进行加工。 2、镀锌钢管管口对接后出现两支管口对接不严现象,导致焊口薄厚不均匀;以及钢管由于本身原因或运输磕碰,造成管口椭圆,建议将钢管管头截掉一小段儿后再进行加工。 3、镀锌钢管管口对接后,管口部位出现砂眼: 4、焊接时由于技术原因造成。 5、管口存在锌瘤,造成焊接困难和砂眼问题,对锌瘤过大、过多管进行简单的锌瘤去除处理。 镀锌钢管车丝式连接 1、丝扣乱扣:管箍与丝扣不能完全接触、松动,截掉乱扣部分,重新车丝安装。 2、钢管丝扣与管箍丝扣不吻合,不能连接,应更换管箍或调整设备重新车丝。 3、钢管车丝后漏印:测量钢管的壁厚是否能够达到车丝管标准厚度要求。
