



想要快速了解不锈钢复合耐磨板价格产品?视频给你直观的感受!
以下是:不锈钢复合耐磨板价格的图文介绍

③ 焊接电流不宜过大,采用快速焊接,直线运条。多层多道焊时控制好层间温度,防止过热。
④ Ni3.5%钢板厚度在25mm以上时,要在125℃以上预热,Ni9%钢不预热。
⑤ Ni3.5%钢和铁素体型双金属耐磨板当因板厚或其他因素产生焊接残余应力时,应考虑进行600~650℃的热处理;Ni9%钢和奥氏体双金属耐磨板焊后一般不进行应力热处理。
⑥ 减少应力集中。防止碰伤材料,若已碰伤应打磨修理;不得随意引弧,可在焊缝或坡口内引弧,但引弧处应重熔,填满弧坑;焊缝成形应良好,避免咬边;焊缝表面应圆滑向母材过渡;纵、环焊缝、接管、人孔处的角焊缝必须全焊透;当环缝不得不采用残留衬环进行单面焊时,应特别注意衬环的装配质量,并在装到内壁上后,将衬环本身的对接焊缝全焊透;去除装配用定位铁和楔子后,留在焊件上的焊疤必须进行焊补并打磨光滑,还要进行MT检查,确认没有表面裂纹。返修焊补工艺的制定及施焊应特别严格控制,尽量避免大面积的焊补。


鑫铭万通商贸(黑龙江省分公司)始终坚持以市场和用户需求为导向,以完善的管理体系和质量保证体系为基础,通过与国内外专业研究机构开展广泛的学研合作,开展 酸洗磷化无缝管技术开发和系统集成服务,使公司产品走向系列化。凭借优厚的技术实力及研发创新的产品实力,在全国二十多个省、市、自治区形成销售网络, 酸洗磷化无缝管产品遍布电厂、化工厂、钢铁厂、造纸、环保等多领域。




可以使雨水尽快的排走,而且不锈钢的品质可以使用很多年。钢板网过滤板是一种金属板为原材料的产品,可以抵制雨水的冲刷,耐住雨水的酸碱性,使其寿命更加长久,不仅效率高,而且使用长久的 过滤产品。
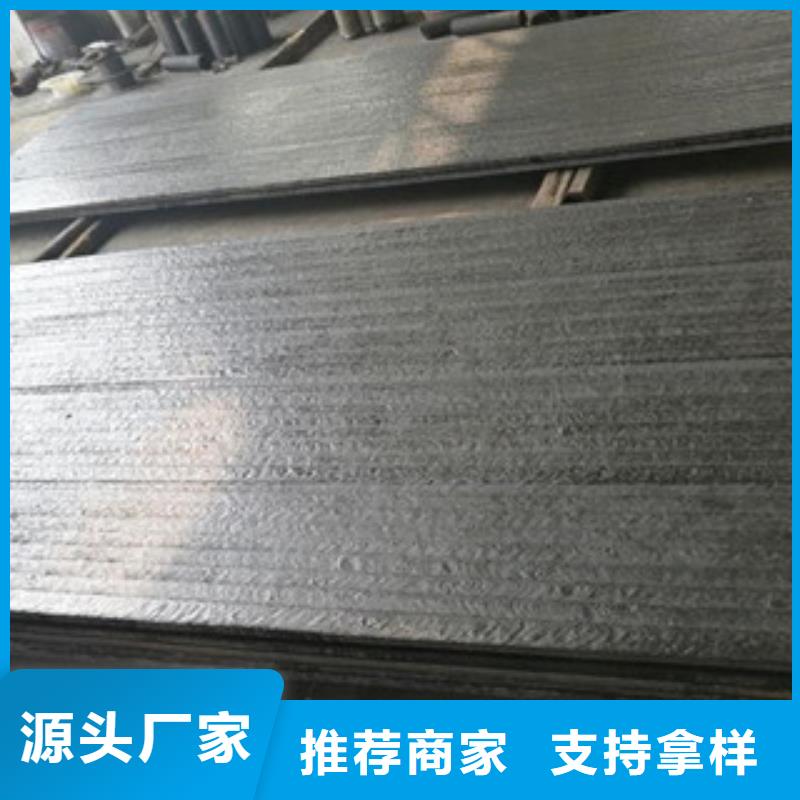
耐磨复合钢板具有高耐磨、抗冲击、易加工等特点,并可采取焊接、塞焊、螺栓连接等方式与其他结构件进行连接,广泛用于港口、码头、冶金、水泥、煤炭、电力、矿山、钢铁、建材、砖瓦等行业,与其他耐磨材料相比,具有更高的性价比,已经受到越来越多厂家和客户的青睐。
1. 具有高耐磨性
A)公司生产的双金属耐磨板,合金层中碳含量4.5-5.5%,铬含量达到30%以上,耐磨层中Cr7C3碳化物的体积分数达到50-70%,宏观硬度HRC60-64,碳化铬显硬度HV1400-1800,且碳化物的分布方向与磨损方向垂直分布,大大增强了耐磨层的使用寿命。
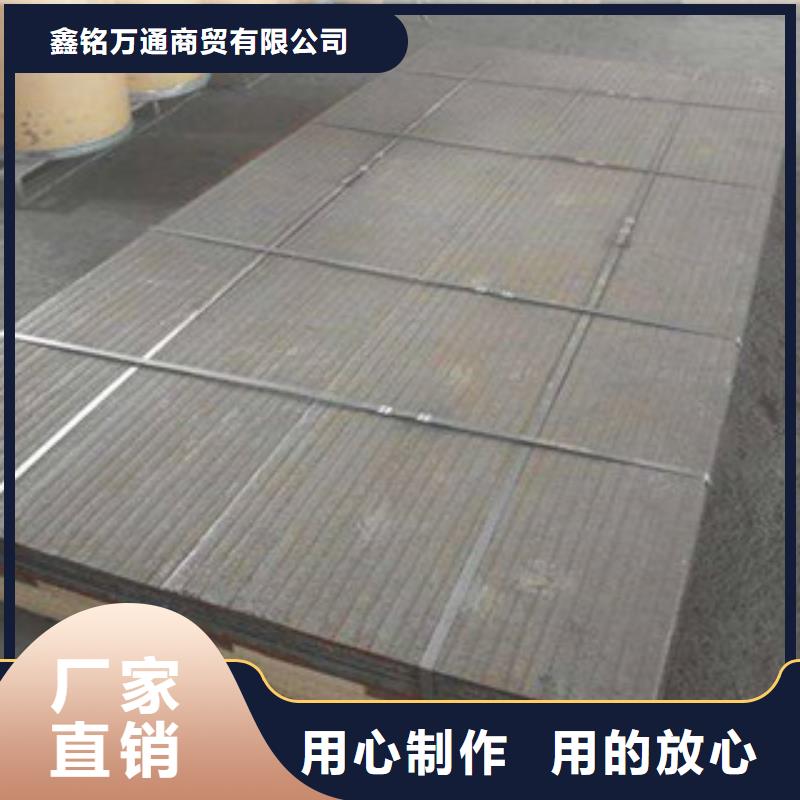
耐磨复合钢板具有高耐磨、抗冲击、易加工等特点,并可采取焊接、塞焊、螺栓连接等方式与其他结构件进行连接,广泛用于港口、码头、冶金、水泥、煤炭、电力、矿山、钢铁、建材、砖瓦等行业,与其他耐磨材料相比,具有更高的性价比,已经受到越来越多厂家和客户的青睐。
1. 具有高耐磨性
A)公司生产的双金属耐磨板,合金层中碳含量4.5-5.5%,铬含量达到30%以上,耐磨层中Cr7C3碳化物的体积分数达到50-70%,宏观硬度HRC60-64,碳化铬显硬度HV1400-1800,且碳化物的分布方向与磨损方向垂直分布,大大增强了耐磨层的使用寿命。

