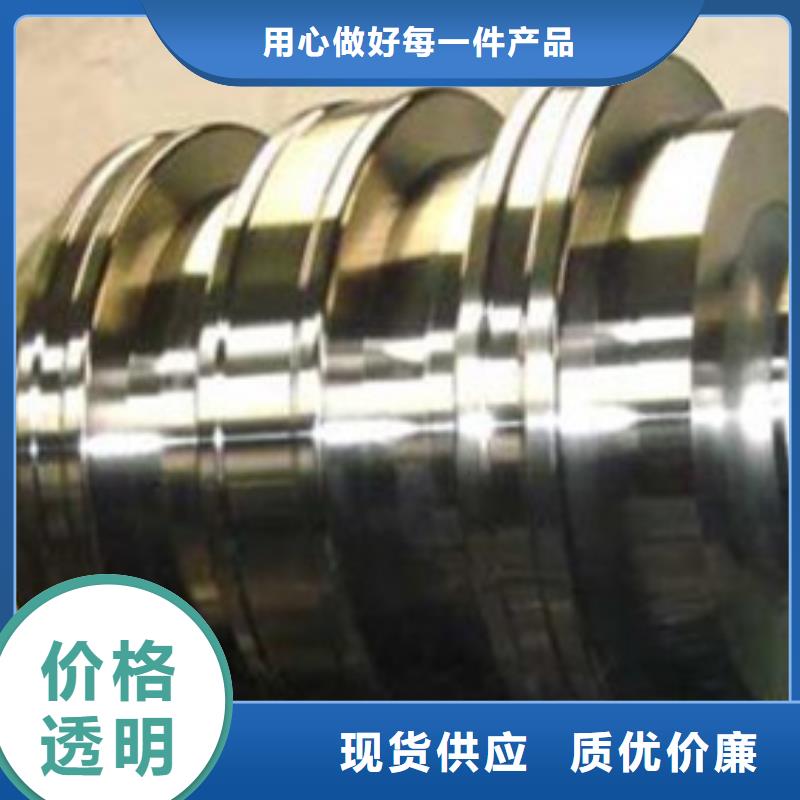




轧辊成型方法
铸造轧辊和锻造轧辊;
铸造轧辊是指将冶炼钢水或熔炼铁水直接浇注成型这一生产方式制造的轧辊种类。
铸造轧辊按材质又可分为铸钢轧辊和铸铁轧辊两类;按制造方法又可分为整体铸造轧辊和复合铸造轧辊两类。
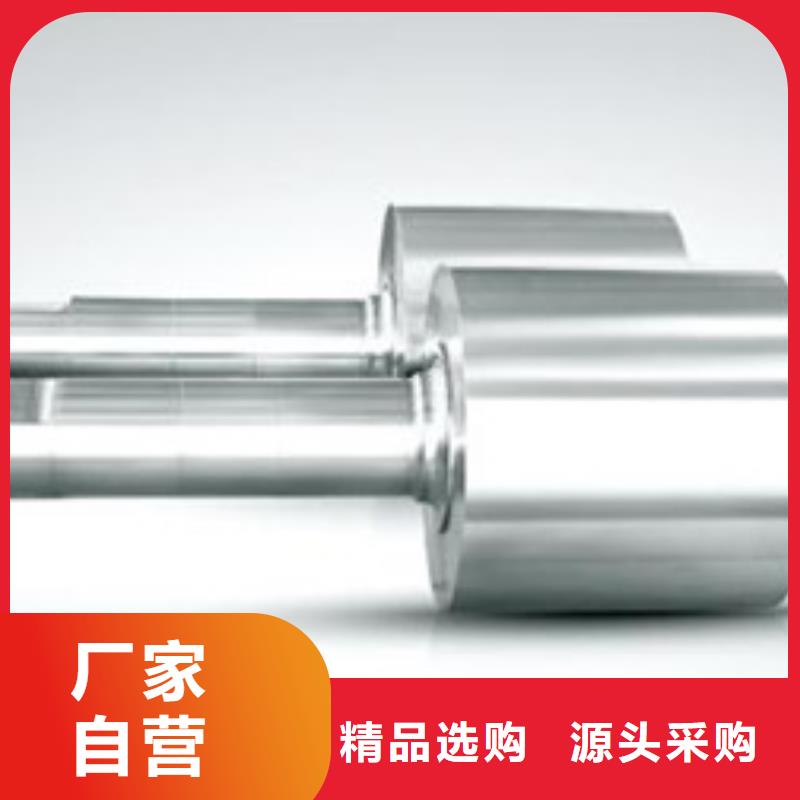
锻造轧辊按材质分类如下:
⑴锻造合金钢轧辊;
⑵锻造半钢轧辊;
⑶锻造半高速钢轧辊;
⑷锻造白口铸铁轧辊。
轧辊损坏原因轧机部件中轧辊的工作条件最为复杂。轧辊在制造和使用前的准备工序中会产生残余应力和热应力。使用时又进一步受到了各种周期应力的作用,包括有弯曲、扭转、剪力、接触应力和热应力等。这些应力沿辊身的分布是不均匀的、不断变化的,其原因不仅有设计因素,还有轧辊在使用中磨损、温度和辊形的不断变化。此外,轧制条件经常会出现异常情况。轧辊在使用后冷却不当,也会受到热应力的损害。



河源新物通物资根据市场发展的需要在进一步完善定型产品的基础上,不断开发出新产品和引进先进的生产技术。 合金钢厂家、316不锈钢管、不锈钢管生产厂家、304不锈钢管厂产品设计先进,制作精细,性能可靠,具有国际先进水平,畅销全国,在同行中享有较高声誉,并深受广大用户的信赖!销售网络覆盖面广,产品适用范围大,遍布全国各地。

86crmov7量大优惠


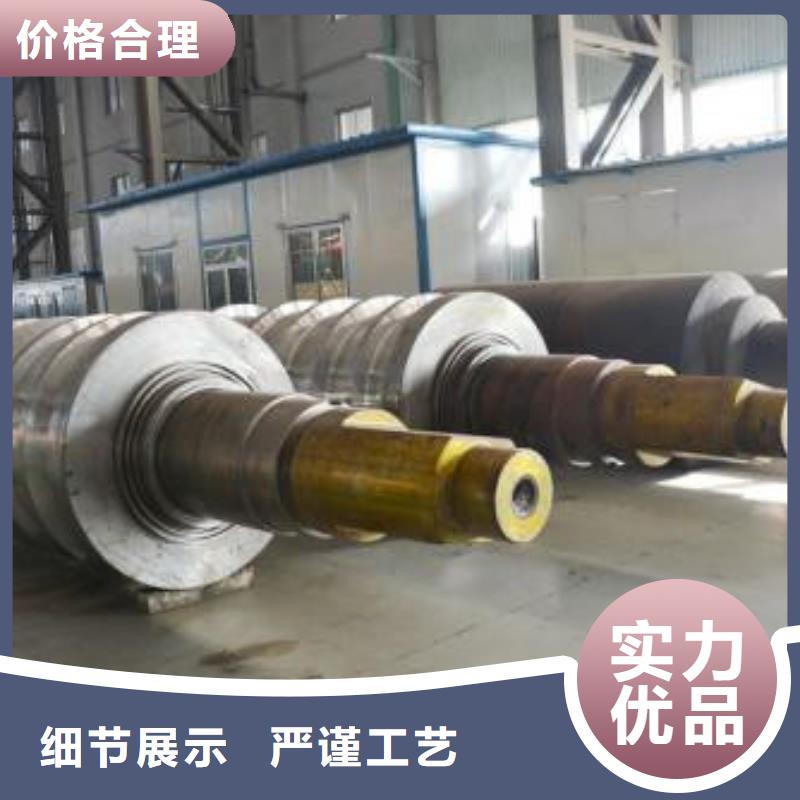
锻造 钢锭在模中冷却到600℃以上脱膜直接装入高温炉加热称为热装。热装时加热到锻造温度的加热速度可不受限制。冷钢锭的加热制度需按专用规范进行。钢锭的锻造过程视钢锭的尺寸和材质可分别在水压机、油压机或自由锻锤上进行。钢锭锻压成带粗加工余量的成品毛坯。整个锻压过程必须保持在获得轧辊钢再结晶过程和晶粒细化的温度范围内,并保证足够的塑性并防止产生锻造裂纹。对各类轧辊的始锻和终锻温度均有严格的规定。



修复精度高,涂层厚度从几米到几毫米,可对金属工件出现磨损、划伤、针孔、裂纹、缺损变形、硬度降低、沙眼、损伤等缺陷进行沉积、封孔、补平等修复功能,只须打磨、抛光,也可进行车、铣、 刨、磨等各类机械加工,以及电镀等后期加工。
防止轧辊断裂方法
防止轧辊断裂应该从减小制造残余应力,机械应力,组织应力和热应力四方面进行。
一般情况下大部分制造残余应力会在热处理过程中消除,并且会随着轧辊的存放时间延长而逐渐消除,因此新轧辊存放一段时间再使用,能够降低断辊风险。避免较大机械应力的方法主要是避免过冷钢。降低组织应力的方法是通过热处理将辊身工作层残余奥氏体含量控制在小于5%以下。减小热应力的办法是在轧钢过程中对轧辊进行良好的冷却。

