





以下是我们上传的不锈钢立柱发货快视频,视频介绍比图文介绍更直观一些,您可以点击观看。
以下是:不锈钢立柱发货快的图文介绍


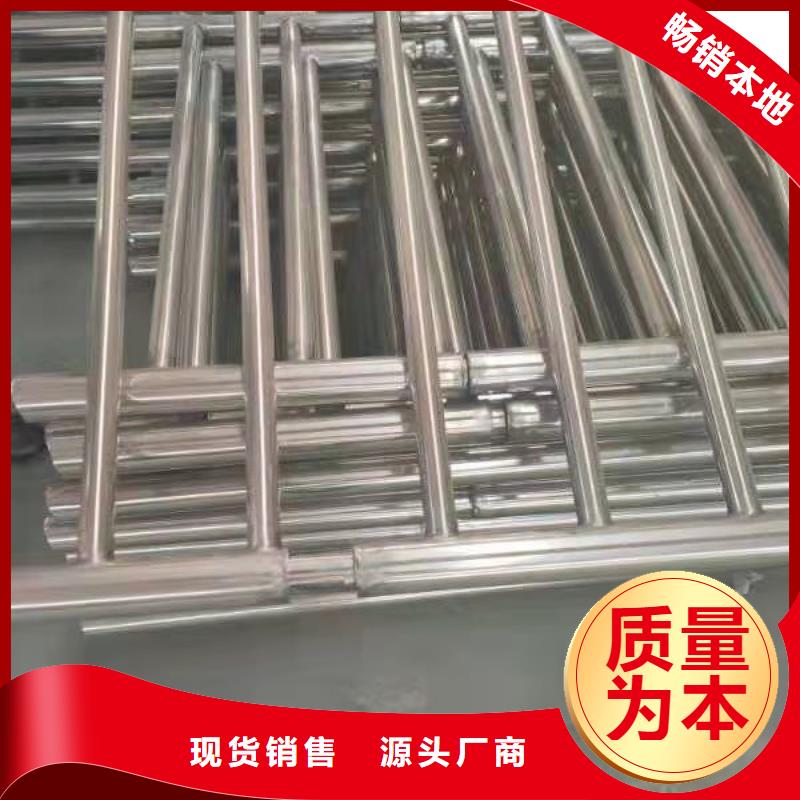
鑫桥通金属制品(吉安市分公司)常年经销 钢板立柱,公司主要产品有: 钢板立柱等,公司还可根据客户要求订做,资源充足,品种齐全,库存量大,价位低。公司自成立以来,一直把产品质量作为企业生存的根本,把服务质量作为我们成功的桥梁。我们衷心希望与广大客户建立业务联系,提供优质服务,同创业、共诚信“求实、发展、创新”是我公司的经营宗旨,热忱欢迎广大用户及同仁光临我公司。



内衬不锈钢复合管钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。也可参照JB/T4790-2000“钢制压力容器焊接规程”附录A。“不锈钢复合钢焊接规程”。
.2 坡口形式可采用GB/T13148图1的对接6号,也可见本文图1。
3 焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法
采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。
焊接设备
焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。
焊接程序
先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。
.2 坡口形式可采用GB/T13148图1的对接6号,也可见本文图1。
3 焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法
采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。
焊接设备
焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。
焊接程序
先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。


不锈钢复合管 受新冠肺炎疫情影响,从2020年1月下旬开始我国多个行业均处于停摆状态,导致一季度我国经济出现了严重下滑。二季度,随着疫情的好转,全国各地陆续下调突发公共卫生事件响应级别,生产生活逐渐进入正轨,复工复产快速推进,钢材需求量也开始出现回升,消费和经济逐渐步入正轨
虽然在新冠肺炎疫情影响下,一季度我国经济出现了大幅下滑,但进入二季度后国内消费出现了稳定增长,钢材市场明显活跃起来,钢材销量出现了大幅,产量也快速回升。
实际上,从3月份开始,我国粗钢产量出现了回升,5月中旬和下旬粗钢日均产量逼近历史峰值,并且高炉开工率还在持续攀升之中。据监测数据显示,5月份我国平均高炉开工率为为85.9%,比4月份平均82%提高了3.9个百分点。同时,5月份我国电炉企业产能利用率到了70%左右,电炉钢日均产量提高到35万吨以上,比4月份提高了10%左右。


