


我们的200口径PE燃气管厂家发货视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:200口径PE燃气管厂家发货的图文介绍
润星电力管材(焦作市分公司)是一家以生产 MPP电力管为主的厂家、以客户需求为发展的根本,保障服务质量,不断提高发展技术和服务领域,为客户提供便捷、优质、的服务。 一贯秉承、便捷、优质、的服务理念,全体职工发扬“团结、奋发、、奉献“的精神,以“保证质量、用户满意“作为永恒的追求和郑重的承诺,愿以先进的技术、优良的设备、科学的管理,竭诚为广大客户提供省时、省力、省钱、、快捷、方便的优质服务。愿在您的信任和大力支持下共创美好明天



PE管材生产初采用的生产工艺是溶液法,20世纪60年***发了环管反应器的粒子形成工艺,并实现了工业化生产。1998年,Phillips公司环管反应器工艺生产的HDPE生产能力已经占到世界HDPE总生产能力的34%。Phillips公司生产工艺中主要使用2种不同类型的催化剂,一种是铬基催化剂,另一种是有机金属催化剂。Phillips公司研究开发生产的\"双峰\"聚乙烯树脂催化剂体系,使用的则是含铬催化剂和含钛催化剂的混合物。UCC公司在20世纪70年代引入UniPol PE生产技术,到 1998年共在20多个 使用该项技术建立生产装置。使用 UniPol工艺技术可以生产全密度聚乙烯,密度 可达到0.965g/cm3,还可以生产宽分子量分布的产品,其中生产的挤塑级管用树脂牌号主要有DHDA-4022、DHD-4865、DGDB-2480、DPDA-2077、DPDA-4865、DGDB-3055以及DGDB-4865等,它们的熔体流动指数(MI)范围均在0.2-0.5g/10min,密度范围为0.942-0.960 g/cm3。UCC公司提供的高分子量HDPE产品主要用于煤气分配管、带压水管、油气生产用管、农业灌溉管以及污水管衬里等方面。UniPol工艺使用的催化剂有钛系催化剂和铬系催化剂2大类,采用不同类型的催化剂可生产出不同牌号的产品。比较国外先进pe管材生产技术,我们 已落后西方发达 50余年,但是随着中国经济的崛起和pe管材在各个领域的应用,相,pe管材和pe管件的市场会比国外发展速度更为迅速!
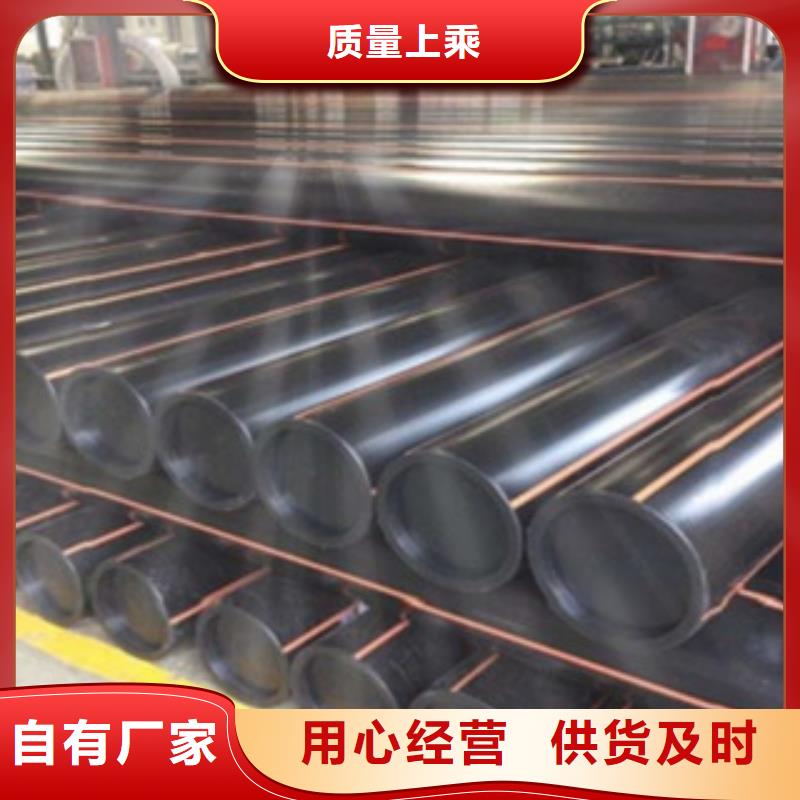
从管道的颜色上区分PE80级PE管材和PE100级混配料生产的聚乙烯管材方法,采用混配料生产的聚乙烯燃气管材,国际上通常是用黄色为PE80级,橘黄色为PE100级。如果是黑色管材,带有黄色条带的为PE80级,带有橘黄色条带的为PE100级。这样标识的目的更多的是为了方便使用以及今后维修时及时判断pe管材的材料等级。SDR是标准尺寸比,即公称外径与公称壁厚的比值。SDR越大,承压能力越低;反之SDR越小,承压能力越高。聚乙烯管材管端缩口问题是聚乙烯管材生产不可避免的,这是由于聚乙烯管材的生产是采用真空定径喷淋冷却法,在生产时靠管材内部的空气压力将管坯压在定径套上,管材外部喷淋冷却水,因此,管材的冷却由我外而内。由于管材环向上存在应力,并因为管材冷却而被束付,当管端锯切后,端口应力被释放出来,造成管端缩口。生产时应尽可能控制工艺,减轻缩口程度。因为较大的缩口会影响管材的热熔对接。
从管道的颜色上区分PE80级PE管材和PE100级混配料生产的聚乙烯管材方法,采用混配料生产的聚乙烯燃气管材,国际上通常是用黄色为PE80级,橘黄色为PE100级。如果是黑色管材,带有黄色条带的为PE80级,带有橘黄色条带的为PE100级。这样标识的目的更多的是为了方便使用以及今后维修时及时判断pe管材的材料等级。SDR是标准尺寸比,即公称外径与公称壁厚的比值。SDR越大,承压能力越低;反之SDR越小,承压能力越高。聚乙烯管材管端缩口问题是聚乙烯管材生产不可避免的,这是由于聚乙烯管材的生产是采用真空定径喷淋冷却法,在生产时靠管材内部的空气压力将管坯压在定径套上,管材外部喷淋冷却水,因此,管材的冷却由我外而内。由于管材环向上存在应力,并因为管材冷却而被束付,当管端锯切后,端口应力被释放出来,造成管端缩口。生产时应尽可能控制工艺,减轻缩口程度。因为较大的缩口会影响管材的热熔对接。



HDPE的密度在0.940g/。C以上;中密度聚乙烯(MDPE)密度范围0.926~0.940g/CC。其它分类法有时把MDPE归类于HDPE或LLDPE。均聚物具有 密度、刚度,良好的防渗透性和 的熔点,但一般具有很差抗环境应力开裂(ESCR)。ESCR是PE抗由机械或化学应力所引起的开裂性的能力。更高的密度一般改进了机械强度性,例如拉伸强度、刚度和硬度。热性能如软化点温度和热变形温度;防渗透性,如透气性或水蒸气透过性。较低的密度改进其冲击强度和E-SCR。聚合物密度主要是受共聚单体加入的影响,但较少程度也受分子量影响。高分子量百分数使密度略有降低。例如,在一个较宽分子量范围内均聚物具有不同的密度。
PE低压灌溉管的性能:高密度聚乙烯为、无味、无臭的白色颗粒,熔点约为130℃,相对密度为0.941~0.960。它具有良好的耐热性和耐寒性,化学稳定性好,还具有较高的刚性和韧性,机械强度好。介电性能,耐环境应力开裂性亦较好。滴灌管道采用的是PE燃气管。“膜下滴灌”是 推广应用的新型节水增产灌溉新技术,是继化肥、、种子、地膜、喷灌之后的又一项技术。此项技术主要包括滴灌、铺膜两项关键环节。农田应用该技术时可将水均匀、定时、定量、 含水量供给庄稼,地膜的使用则可保墒、提墒、灭草、增加地温,减少水分蒸发。农田灌溉专用PE燃气管由传统的由“大田漫灌”转为直接给庄稼“打点滴”,地面灌溉设施省去了主渠、支渠、毛渠。
河曲县水利局技术人员介绍说,膜下滴灌将传统的明渠暗渠由地下管道所。替代,水源通过地下管道进入农作物根系,以滴水的方式输送到每株作物的根部。膜下滴灌种植,可一次性完成播种、铺膜,肥料也可随水流直接到达作物根系部位,使根的生长始终处于 状态。该技术不仅节水,还可改良土壤、增产增效,是传统灌溉农业无法相比的。实践效果显示,使用膜下滴灌技术,比普通漫灌节水30%左右。每亩可节约有效播种面积5%—7%,节肥20%左右,节省机力费20%左右,农作物产量可提高20%以上,节省人力,浇水、筑渠、施肥、除草,人工作业少,一个人可以管理一百二十亩。去冬今春,派水利局技术人员、乡村和种植户到到省市参加了玉米“膜下滴灌”技术培训班。
PE低压灌溉管的性能:高密度聚乙烯为、无味、无臭的白色颗粒,熔点约为130℃,相对密度为0.941~0.960。它具有良好的耐热性和耐寒性,化学稳定性好,还具有较高的刚性和韧性,机械强度好。介电性能,耐环境应力开裂性亦较好。滴灌管道采用的是PE燃气管。“膜下滴灌”是 推广应用的新型节水增产灌溉新技术,是继化肥、、种子、地膜、喷灌之后的又一项技术。此项技术主要包括滴灌、铺膜两项关键环节。农田应用该技术时可将水均匀、定时、定量、 含水量供给庄稼,地膜的使用则可保墒、提墒、灭草、增加地温,减少水分蒸发。农田灌溉专用PE燃气管由传统的由“大田漫灌”转为直接给庄稼“打点滴”,地面灌溉设施省去了主渠、支渠、毛渠。
河曲县水利局技术人员介绍说,膜下滴灌将传统的明渠暗渠由地下管道所。替代,水源通过地下管道进入农作物根系,以滴水的方式输送到每株作物的根部。膜下滴灌种植,可一次性完成播种、铺膜,肥料也可随水流直接到达作物根系部位,使根的生长始终处于 状态。该技术不仅节水,还可改良土壤、增产增效,是传统灌溉农业无法相比的。实践效果显示,使用膜下滴灌技术,比普通漫灌节水30%左右。每亩可节约有效播种面积5%—7%,节肥20%左右,节省机力费20%左右,农作物产量可提高20%以上,节省人力,浇水、筑渠、施肥、除草,人工作业少,一个人可以管理一百二十亩。去冬今春,派水利局技术人员、乡村和种植户到到省市参加了玉米“膜下滴灌”技术培训班。



逐渐开始使用PE球阀代替金属球阀。90年代末期我国开始研制、生产中国自己的PE球阀,至今已能生产32~315mm的标准阀门和单/双放散阀门,形成了一定的批量并广泛应用于我国PE燃气管网中。PE球阀可以分为无放散型和放散型两类,而放散型又分为单放散型和双放散型,但它们的关键结构是相同的。也可以分为小型聚乙烯阀门(SD63以下)和大型聚乙烯阀门(SD63以上,含SD63)。小型聚乙烯阀门一般不设放散口,大型聚乙烯阀门可根据需要采用不设,设1个或2个放散口。PE球阀从结构形式上分为通径和缩径两种。通径球阀的通孔内径与相应管材的内径大小一致,而缩径球阀通孔内径比相应管材的内径要小。因此从输气量上缩径球阀较通径球阀要小。
但体积较小,重量轻,价格也相对较低。PE双放散口球阀从结构上看,PE球阀属于浮动球阀,阀球在外力的作用下,会作相对于阀体的位移,对阀座产生压力作用,使阀座上的密封圈产生变形,阀座产生蠕变;而当阀壳体受到轴向拉力或压力作用时,阀球基本上不受影响,而阀壳体带动阀座产生拉伸或收缩变形;阀壳体内部受到细小硬物影响时,有可能划伤阀球表面或损坏密封圈。PE燃气球阀对管网供气的稳定性、性及寿命起着重要的作用,与传统金属球阀相比,在结构上、连接方法上及操作使用方面均有其特殊性,无外漏。PE阀门阀体和端管的连接部位主要采用熔接(热熔连接或电熔连接),因此整个阀门壳体的熔接、宽连接强度高,密封性能优良。与橡胶圈类接头或其他机械接头相比。
不存在因接头扭曲造成外部泄露的危险。PE球阀与管道直接焊接形成不可拆卸整体,不存在因接头扭曲造成外部泄露的危险。耐腐蚀。聚乙烯为惰性材料,除少数强氧化剂外,可耐多种化学介质的侵蚀。耐土壤腐蚀性非常好,无电化学腐蚀,不需要防腐层。免维护和修理。PE燃气管壁光滑,不结垢,具有超低摩擦阻力,为环保型产品。可直埋。使用专门设计的联接套筒及与之配套的阀筒、井盖结构;标准阀无需建造阀门井,可直埋;放散型阀门只需建浅井。施工方便。PE球阀的外壳材料本身就是PE,因此,与PE燃气管道系统连接极其方便,热熔对接或电熔连接均可;PE阀门与金属阀门相比质量轻,便于安装,开闭容易,操作力矩小;阀门为全通径,压力损失小。高韧性。
但体积较小,重量轻,价格也相对较低。PE双放散口球阀从结构上看,PE球阀属于浮动球阀,阀球在外力的作用下,会作相对于阀体的位移,对阀座产生压力作用,使阀座上的密封圈产生变形,阀座产生蠕变;而当阀壳体受到轴向拉力或压力作用时,阀球基本上不受影响,而阀壳体带动阀座产生拉伸或收缩变形;阀壳体内部受到细小硬物影响时,有可能划伤阀球表面或损坏密封圈。PE燃气球阀对管网供气的稳定性、性及寿命起着重要的作用,与传统金属球阀相比,在结构上、连接方法上及操作使用方面均有其特殊性,无外漏。PE阀门阀体和端管的连接部位主要采用熔接(热熔连接或电熔连接),因此整个阀门壳体的熔接、宽连接强度高,密封性能优良。与橡胶圈类接头或其他机械接头相比。
不存在因接头扭曲造成外部泄露的危险。PE球阀与管道直接焊接形成不可拆卸整体,不存在因接头扭曲造成外部泄露的危险。耐腐蚀。聚乙烯为惰性材料,除少数强氧化剂外,可耐多种化学介质的侵蚀。耐土壤腐蚀性非常好,无电化学腐蚀,不需要防腐层。免维护和修理。PE燃气管壁光滑,不结垢,具有超低摩擦阻力,为环保型产品。可直埋。使用专门设计的联接套筒及与之配套的阀筒、井盖结构;标准阀无需建造阀门井,可直埋;放散型阀门只需建浅井。施工方便。PE球阀的外壳材料本身就是PE,因此,与PE燃气管道系统连接极其方便,热熔对接或电熔连接均可;PE阀门与金属阀门相比质量轻,便于安装,开闭容易,操作力矩小;阀门为全通径,压力损失小。高韧性。



PE燃气管生产厂家制造的产品种类是比较多的,为了可以发挥产品特点,我们需要对其它的性能进行了解,现在我们就来了解这方面的知识介绍吧?PE燃气管独特的柔韧性还使其能够有效的抵抗地下运动和端载荷。从表面上看,强强度和刚性方面,塑料埋地管不及水泥管及金属管道,但从实际应用看,塑料埋地管是属于“柔性管”,在正确设计和铺设施工下塑料埋地管是和周围土壤共同承受负载的。PE燃气管的压力松弛特性可有效地通过形变而消耗应力。为了确保产品的质量,是可以将其放置在有阳光的地方,可以有效的保证产品的质量,给我们带来极大的好处。
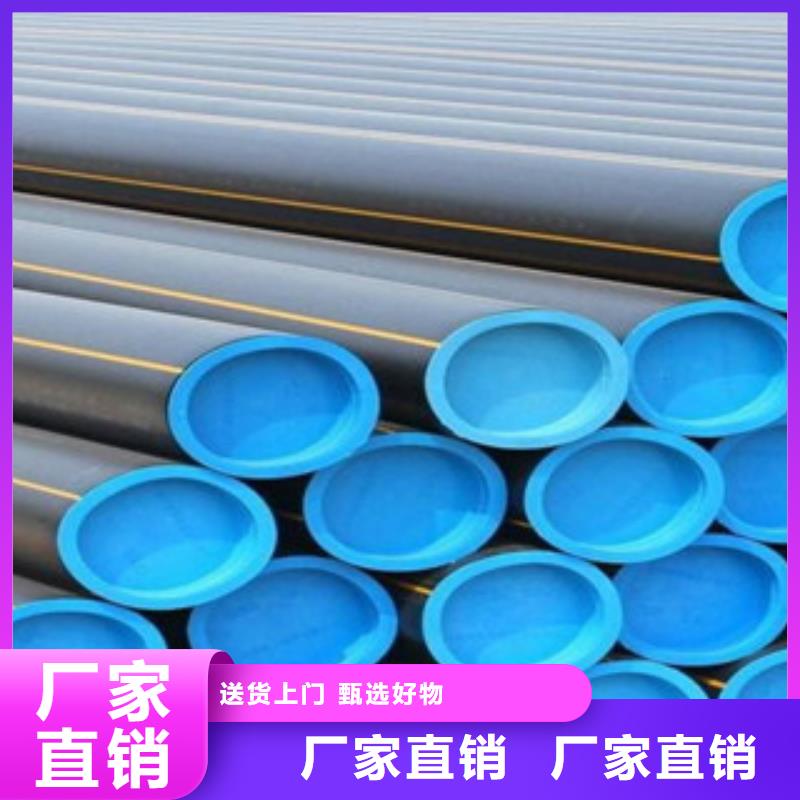
PE燃气管自2017年始执行PE燃气管新标GB15558.1-2015,和老标准(GB15558.1-2003)相比,新标准将标准尺寸比SDR17.6修改为SDR17,增加了两个标准尺寸比:SDR21、SDR26,每种公称直径(dn20—dn630)的壁厚稍有增加,管身颜色变为黑色橘红色条(老标准为黑色黄条)。PE燃气管标准号:新标准GB15558.1-2015;老标准GB15558.1-2003。
PE燃气管道连接应采用电熔连接(电熔承插连接、电熔鞍形连接)或热熔连接(热熔承插连接、热熔对接连接、热熔鞍形连接),不得采用螺纹连接和粘接。PE燃气管道连接前应对管材、管件及设备按设计要求进行核对,并应在施工现场进行外观检查,符合要求方准使用。PE燃气管道不同连接形式应采用对应的专用连接工具。连接时,不得使用明火加热。PE管道与金属管道连接,必须采用钢塑过渡接头连接。1.热熔承插悍:用焊接设置装备部署将管材外外貌及管件内外貌同时加热至熔融状态后用外力将二者粘合在-起。2.热熔对接焊:将管材与管件端面加热至熔融状态,用机器外力交二者粘合在一起。3.电熔承插焊:管材与管件的毗连是通过管件内外貌预埋的电热丝经通电加热后。
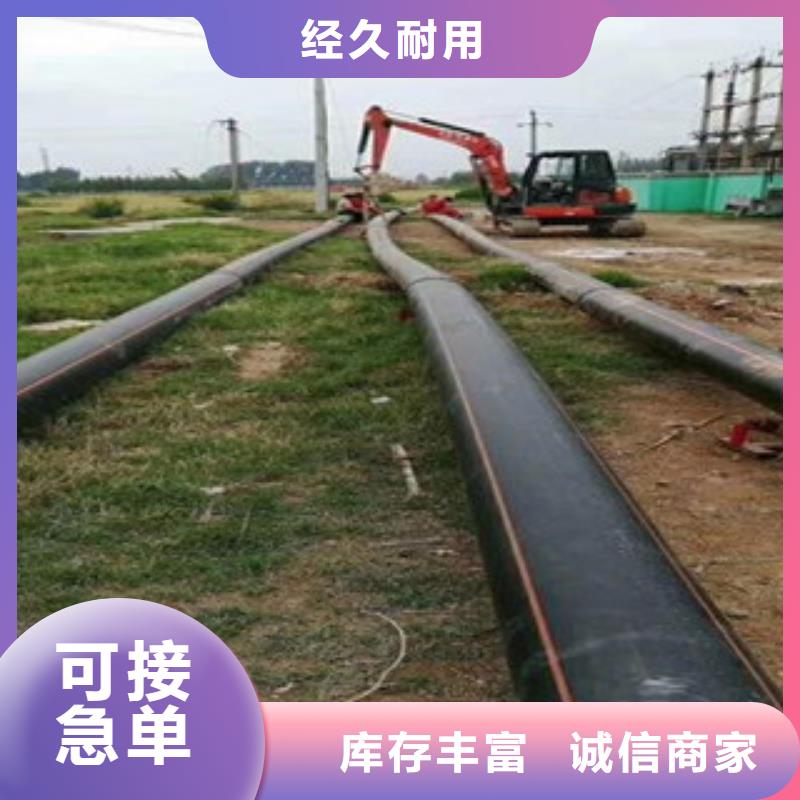
PE燃气管施工的特点(1)工效高以PE200的施工为例,一般卡车可装200mΦ200PE管,卸放在管沟100m处。我们一个台班使用2台对焊机,将管子两两相连,待一定数量后,将管子在管沟旁边散开。再用一台焊机,将PE管接上后放入沟槽内。两台焊机一套人马可充分利用 个焊口的冷却时间,进行第二个焊口的操作,这种施工方法工效高,例如1998年在我市大渡口新城工地,该工程包括3958mΦ200PE管,Φ250PE管和2台Φ200PE阀门,全部采用对接焊,整个工程仅用了40天。如果该工程采用同口径的钢管,以一个台班、一个焊工每天焊接6个焊口计算,需3个月才能完成。如施工台班采取 搭配,效果更为理想。现仍以Φ200PE管为例。
PE燃气管自2017年始执行PE燃气管新标GB15558.1-2015,和老标准(GB15558.1-2003)相比,新标准将标准尺寸比SDR17.6修改为SDR17,增加了两个标准尺寸比:SDR21、SDR26,每种公称直径(dn20—dn630)的壁厚稍有增加,管身颜色变为黑色橘红色条(老标准为黑色黄条)。PE燃气管标准号:新标准GB15558.1-2015;老标准GB15558.1-2003。
PE燃气管道连接应采用电熔连接(电熔承插连接、电熔鞍形连接)或热熔连接(热熔承插连接、热熔对接连接、热熔鞍形连接),不得采用螺纹连接和粘接。PE燃气管道连接前应对管材、管件及设备按设计要求进行核对,并应在施工现场进行外观检查,符合要求方准使用。PE燃气管道不同连接形式应采用对应的专用连接工具。连接时,不得使用明火加热。PE管道与金属管道连接,必须采用钢塑过渡接头连接。1.热熔承插悍:用焊接设置装备部署将管材外外貌及管件内外貌同时加热至熔融状态后用外力将二者粘合在-起。2.热熔对接焊:将管材与管件端面加热至熔融状态,用机器外力交二者粘合在一起。3.电熔承插焊:管材与管件的毗连是通过管件内外貌预埋的电热丝经通电加热后。
PE燃气管施工的特点(1)工效高以PE200的施工为例,一般卡车可装200mΦ200PE管,卸放在管沟100m处。我们一个台班使用2台对焊机,将管子两两相连,待一定数量后,将管子在管沟旁边散开。再用一台焊机,将PE管接上后放入沟槽内。两台焊机一套人马可充分利用 个焊口的冷却时间,进行第二个焊口的操作,这种施工方法工效高,例如1998年在我市大渡口新城工地,该工程包括3958mΦ200PE管,Φ250PE管和2台Φ200PE阀门,全部采用对接焊,整个工程仅用了40天。如果该工程采用同口径的钢管,以一个台班、一个焊工每天焊接6个焊口计算,需3个月才能完成。如施工台班采取 搭配,效果更为理想。现仍以Φ200PE管为例。
