



想要更直观地感受9cr2mo、现货供应产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:9cr2mo、现货供应的图文介绍


同时广泛应用于型钢轧机粗轧和精轧机架、热轧带钢连轧机粗轧和精轧前段工作辊。半钢轧辊材质中若增加硅含量,通过石墨化处理,具有高的抗热裂性和强韧性,作为初轧机开坯轧辊、大型型钢粗轧辊、开坯连轧机轧辊和热轧带钢连轧机立辊,可获得良好的轧制效果。
1、 合金铸钢轧辊依其化学成分和热处理工艺,可使辊身外层基体组织为珠光体及贝氏体。珠光体可以是片状或球状,或是索氏体类型回火索氏体不仅具有高的强韧性,而且具有优良的抗热裂性,尤其是带位相的回火索氏体组织还兼有优良的耐磨损性能,故用于初轧机时,轧制效果良好。合金铸钢轧辊具有较高的抗拉强度和韧性,一定的耐磨性和抗热裂性,主要用于初轧机的开坯轧辊和型钢轧机粗轧辊。
1、 合金铸钢轧辊依其化学成分和热处理工艺,可使辊身外层基体组织为珠光体及贝氏体。珠光体可以是片状或球状,或是索氏体类型回火索氏体不仅具有高的强韧性,而且具有优良的抗热裂性,尤其是带位相的回火索氏体组织还兼有优良的耐磨损性能,故用于初轧机时,轧制效果良好。合金铸钢轧辊具有较高的抗拉强度和韧性,一定的耐磨性和抗热裂性,主要用于初轧机的开坯轧辊和型钢轧机粗轧辊。



高速钢中含有较多的W、Cr、Mo和V等元素,而这些元素及其形成的碳化物密度差大,在普通离心铸造条件下,高速钢轧辊元素偏析严重。日本川崎制铁公司分析了离心铸造高速钢轧辊偏析主要是MC型碳化物的偏析,严重影响轧辊的耐磨性,研究发现MC型碳化物主要是一次结晶VC的偏析,因VC与钢水的密度相差较大所致。防止VC偏析方法是采取添加Nb元素提高MC型碳化物密度,并限制添加偏析元素W和Mo,选择基本成分2.0%C-6.0%V-7.0%Cr-2.5%Mo,添加1.0%~1.5%Nb进行试验,其结果由于生成密度较大的MC型复合碳化物(V、Mo和Nb系碳化物),其密度与钢水密度相接近,使VC减少,有效地控制了离心铸造高速钢轧辊的碳化物偏析。但是,无W低Mo高速钢轧辊红硬性明显下降,耐磨性降低。此外,Nb提高钢的淬火温度,降低二次硬化峰值出现的温度,高速钢铸造成形过程中Nb系的MC型碳化物较V系的MC型碳化物粗大,

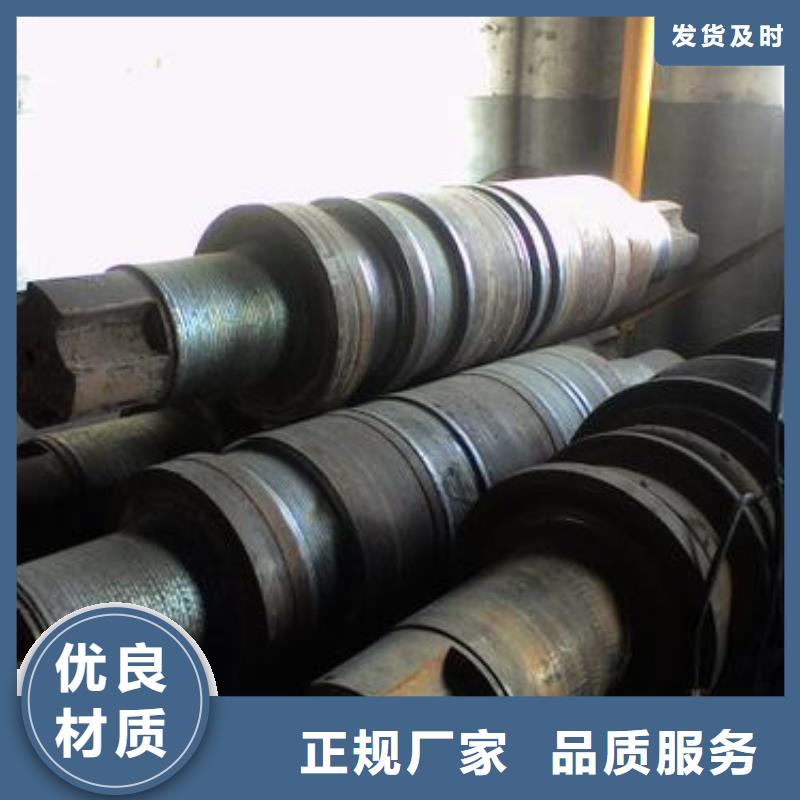
轧辊是轧机的主要消耗工艺件,在轧钢过程中消耗量大,占轧制成本一定的比例。轧辊质量对轧机作业率、质量和产量、轧辊消耗影响较大,所以大部分轧辊使用高合金,单价非常高。轧辊消耗的主要是表层一定深度的工作层,大型支承辊工作层半径方向100mm左右,大型工作辊一般为半径方向50mm,工作层重量占轧辊重量比例并不大。正常情况下轧辊使用到报废极限时(即工作层消耗完)或者出现较大的缺陷时,轧辊就整体报废,辊芯部分按照废钢处理,对成本影响很大。
轧辊修复就是将工作层进行修复,通常采取堆焊方式,当轧辊使用到报废极限时或者轧辊出现较大缺陷时,进行堆焊修复工作层。这样轧辊芯就可以实现重复利用,从而能够大幅降低轧辊消耗,降低生产成本。
轧辊修复就是将工作层进行修复,通常采取堆焊方式,当轧辊使用到报废极限时或者轧辊出现较大缺陷时,进行堆焊修复工作层。这样轧辊芯就可以实现重复利用,从而能够大幅降低轧辊消耗,降低生产成本。


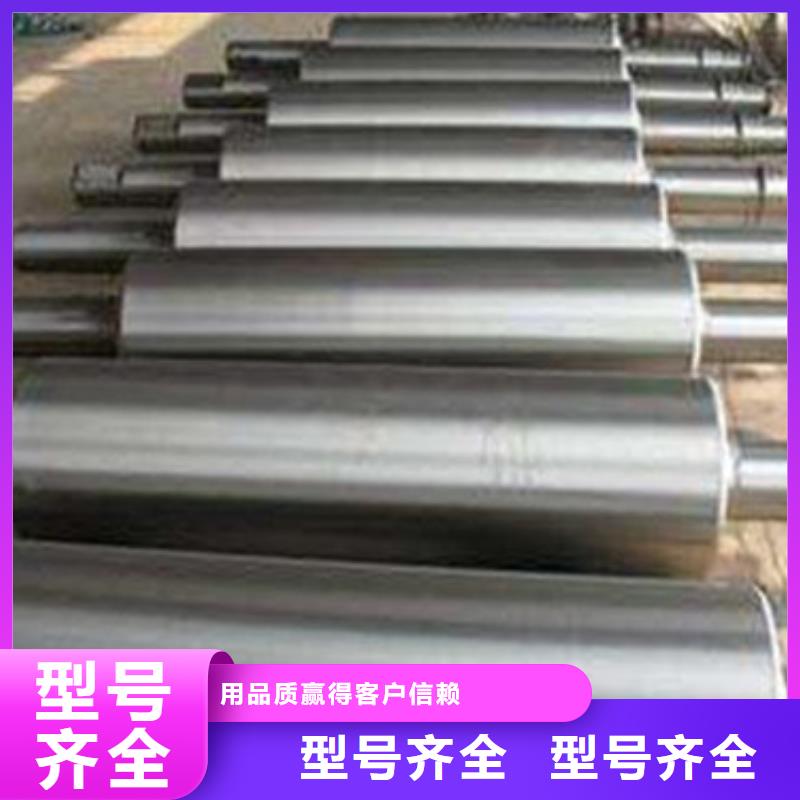
高速钢轧辊制造技术,制造高速钢轧辊主要有锻造、铸造、喷射成形、热等静压等技术。锻造高速钢轧辊的推广使用进展缓慢;目前工业生产中较常见的铸造高速钢轧辊制造方法有离心铸造法、连续浇注外层成形法、电渣重熔法和液态金属电渣熔接法。
2.1铸造高速钢轧辊
铸造高速钢轧辊制造技术的改进主要围绕提高钢的纯净度和均匀性,提高轧辊强度和轧辊外层与辊芯的冶金结合。不同的轧机,同一轧机的不同机架,对轧辊性能的要求不同,可以根据所需的轧辊性能、轧辊规格和生产成本选择合适的制造方法。
1)离心铸造法。离心铸造轧辊的主要特点是将液态外层材料和芯部材料以一定的时间间隔浇入铸型内。离心旋转时间、辊芯金属液浇注间隔时间、浇注温度及防止外层元素偏析和内外层材料界面氧化是此方法制造轧辊成败的关键。



在多年的 合金钢厂家、316不锈钢管、不锈钢管生产厂家、304不锈钢管厂生产经营实践中,我们公司逐渐形成了“诚信为本、关注用户、促进双赢”的经营理念。在这一理念的指导下,我们把“为用户提供优质 合金钢厂家、316不锈钢管、不锈钢管生产厂家、304不锈钢管厂产品与服务,不断提高用户满意度”做为公司的追求目标,为了接近和实现这一目标,新物通物资有限公司(焦作分公司)上下倾注了全部心血和精力,积j i在提高 合金钢厂家、316不锈钢管、不锈钢管生产厂家、304不锈钢管厂生产技术, 合金钢厂家、316不锈钢管、不锈钢管生产厂家、304不锈钢管厂产品档次,改善 合金钢厂家、316不锈钢管、不锈钢管生产厂家、304不锈钢管厂产品质量,降低 合金钢厂家、316不锈钢管、不锈钢管生产厂家、304不锈钢管厂产品成本等方面,进行着不懈的努力,收到了良好的成果。



高硼钢轧辊是高性能轧辊,在稳定轧制工艺、提高负差控制水平、提高综合成材率、提高产能及降低工艺成本等指标方面发挥显著作用,在棒材生产线应用性价比高。为了提高棒材厂主体生产车间各类经济技术指标,引入新材料高硼钢轧辊。高硼钢轧辊硬度高,数值在HS75-80,普通轧辊机床加工能力达不到要求,轧辊孔型机加工难度大,制约着高硼钢轧辊在棒材生产线的稳定应用。一是机床刚性不能满足高硼钢轧辊的加工能力,在机加工过程中吃刀抗力大,震动剧烈,直接影响轧辊的加工精度及机床的使用寿命;二是刀具的加工性能制约轧辊加工能力,通用类轧辊加工刀具硬度在HS80-85之间,与高硼钢轧辊的硬度非常接近,通用类刀具加工高硼钢轧辊会快速增加刀刃及后刀面磨损量,刀具急剧钝化,无法稳定加工。



