
想知道201不锈钢立柱环保产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:201不锈钢立柱环保的图文介绍

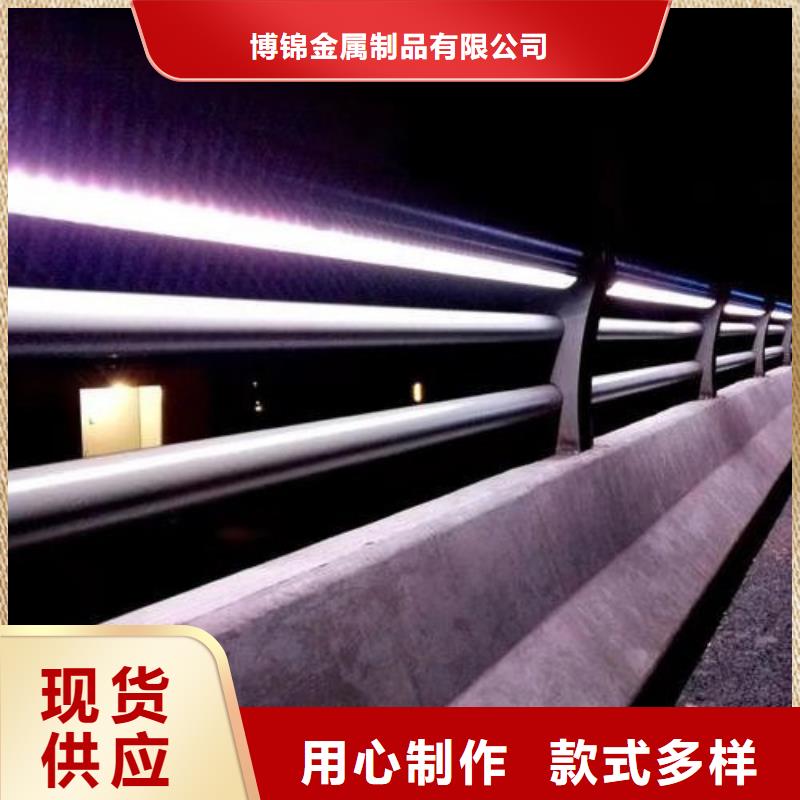
博锦金属制品 (嘉兴市分公司)
博锦金属制品
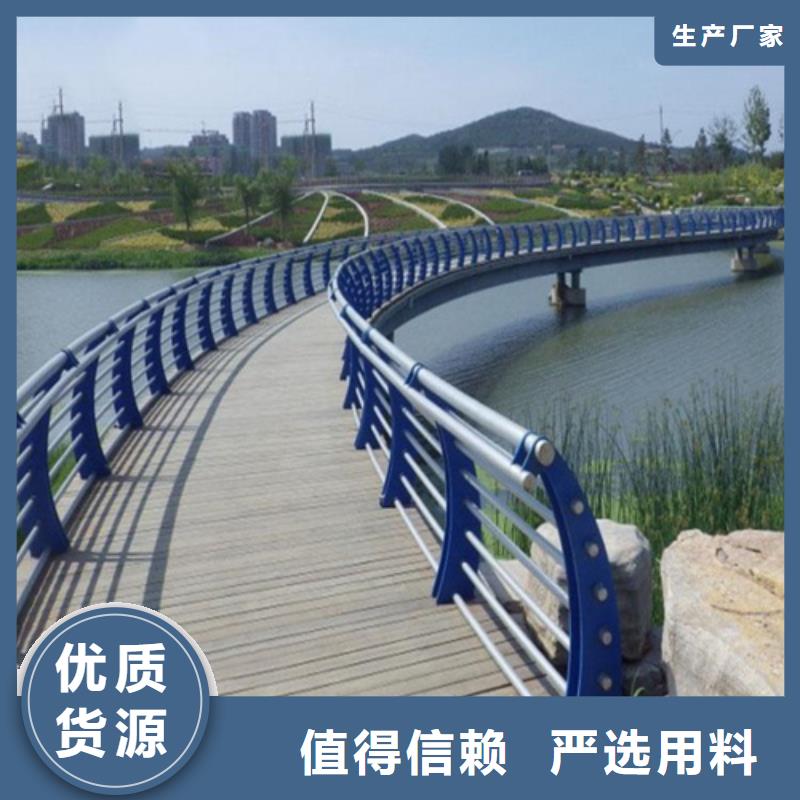
(嘉兴市分公司)专业生产销售各种规格的 不锈钢复合管护栏,在生产中落实可持续发展方针,进入环保生产行列。我们始终坚持品质、服务和创新的发展理念,坚守真诚合作、勇于创新和敢于挑战的企业精神,致力于生产出满足时代发展所需的 不锈钢复合管护栏,为的快速发展贡献一份力量。



不锈钢复合管焊接要点及注意事项1.采用垂直外特性的电源,直流时采用正极性(焊丝接负极)。2.桥梁防撞护栏利用氩弧焊焊接,具有焊缝成型美观,焊接变形量小的特点。3.保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。4.钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm。5.为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净6.焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接不锈钢时,以~3mm为佳,过长则保护效果不好。7.对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。8.为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。9.防风与换气。有风的地方,务请采取挡网的措施,而在室内则应采取适当的换气措施。



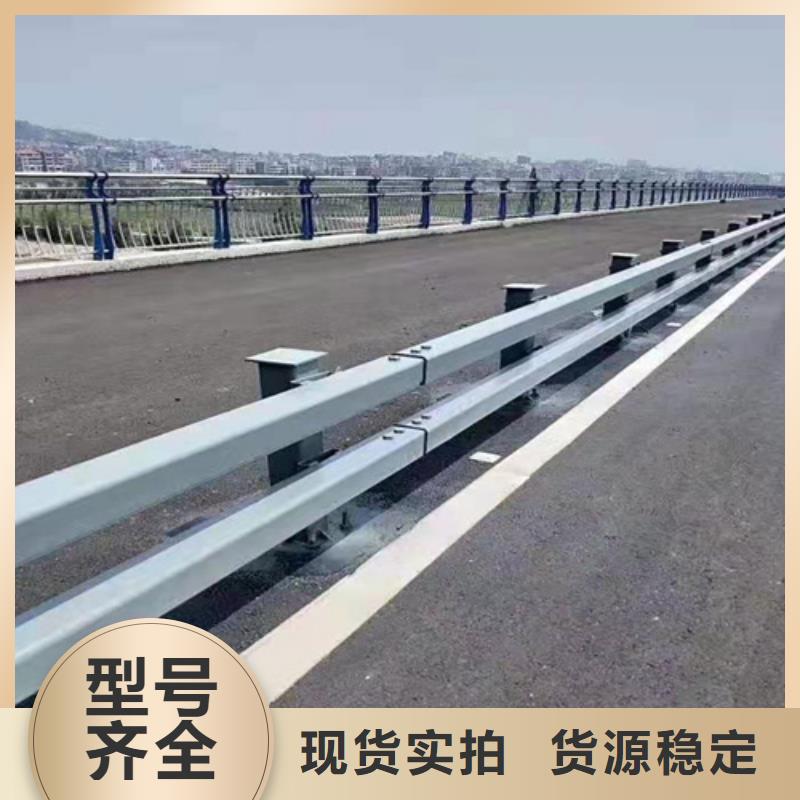
不锈钢桥梁立柱有着不一样的特色与美感不锈钢桥梁立柱安装应按要求及施工墨线从起步处向上的次第进行。楼梯起步处途径两端立柱应先设备,设备分焊接和螺栓固定两种方法。焊接施工时,其焊条应与母材质料相同,设备时将立柱与埋件点焊暂时固定,经标高、垂直校正后,施焊健壮。选用螺栓联接时,不锈钢桥梁立柱底部金属板上的孔眼应加工成腰圆形孔,以备膨胀螺栓方位不符,设备时可作细调整。施工时,在设备立柱底层部位,用电钻钻孔打入膨胀螺栓后,联接立柱并稍作固定,设备标高有过失时用金属薄垫片调整,经垂直、标高校正后固紧螺帽。两端不锈钢桥梁立柱调试完毕后,拉通线用相同方法设备其他立柱。不锈钢桥梁立柱设备有必要健壮,不得松动。立柱焊接以及螺栓联接部位,除不锈钢外,在设备完后,均应进行防腐防锈处理,而且不得暴露,应在根部设备装饰罩或盖。



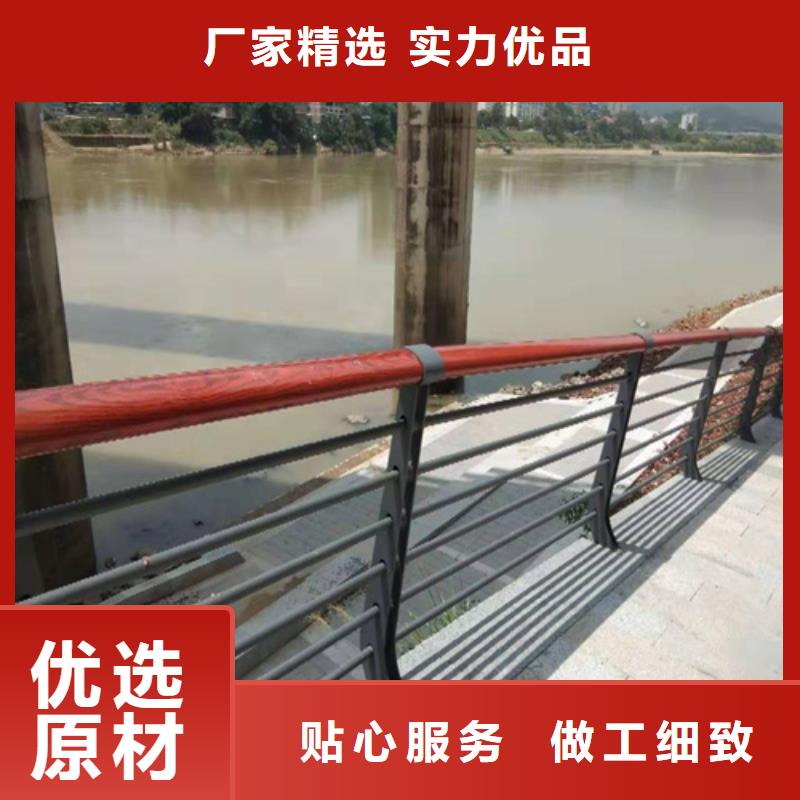
不锈钢复合管是不锈钢产品的一个比较重要的类型,对于不锈钢复合管的质量要求是比较高的,它尤其是在各种的工程上是发挥着比较重要的作用的,不锈钢复合管属于一种新型的复合管的类型,对于相关的焊接的技术是有着比较大的要求的,必须要进行焊接的质量过关才可以,要不然的话不锈钢复合管就会在使用的时候受到影响,对于焊接的技术以及焊接的师傅的要求也是比较高的,因此厂家在进行设计和生产的时候也是比较关注这个环节的。
