



护栏-【波形护栏】实拍展现的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:护栏-【波形护栏】实拍展现的图文介绍

桥梁护栏的喷粉处理技术分析
桥梁护栏喷粉过程中,要注意吊具的导电性,且吊具上的涂层不宜太厚,过厚时可采取集中焚烧的方法用具上的涂层;由于工件较重,一定要设计好挂具,要求挂具牢固可靠。
桥梁护栏采用预烘的目的:一是除去工件上剩余的水分,二是可以保证一定厚度的粉末涂料较好地附着在工件的表面,三是保证工件尽快均匀受热,加快固化过程一般预烘的温度是80—140℃。
对于桥梁护栏产品,根据其特点,采用自动喷枪另加手工喷枪补喷相结合的形式,目的是实时监控喷粉质量,保证产品质量稳定。一般纯聚酚粉术涂料的固化条件是200℃,10min,通过调整加热炉的温度和链速来保证固化温度和时间。
桥梁护栏喷粉采用冷风吹干,在吹干的过程中,对工件进行检查,对于允许缺陷,如流挂、起泡、露底、缔孔等可用丙酮等稀释粉末涂料,趁工件未晾时涂程或喷覆于缺陷表面,用余热固化对于重大缺陷需要进行返修处理,根据涂膜厚度选取不同的处理方法,一般有直接上件重新喷粉、机械打磨、用脱膜剂处理三种方法。
桥梁护栏喷粉过程中,要注意吊具的导电性,且吊具上的涂层不宜太厚,过厚时可采取集中焚烧的方法用具上的涂层;由于工件较重,一定要设计好挂具,要求挂具牢固可靠。
桥梁护栏采用预烘的目的:一是除去工件上剩余的水分,二是可以保证一定厚度的粉末涂料较好地附着在工件的表面,三是保证工件尽快均匀受热,加快固化过程一般预烘的温度是80—140℃。
对于桥梁护栏产品,根据其特点,采用自动喷枪另加手工喷枪补喷相结合的形式,目的是实时监控喷粉质量,保证产品质量稳定。一般纯聚酚粉术涂料的固化条件是200℃,10min,通过调整加热炉的温度和链速来保证固化温度和时间。
桥梁护栏喷粉采用冷风吹干,在吹干的过程中,对工件进行检查,对于允许缺陷,如流挂、起泡、露底、缔孔等可用丙酮等稀释粉末涂料,趁工件未晾时涂程或喷覆于缺陷表面,用余热固化对于重大缺陷需要进行返修处理,根据涂膜厚度选取不同的处理方法,一般有直接上件重新喷粉、机械打磨、用脱膜剂处理三种方法。


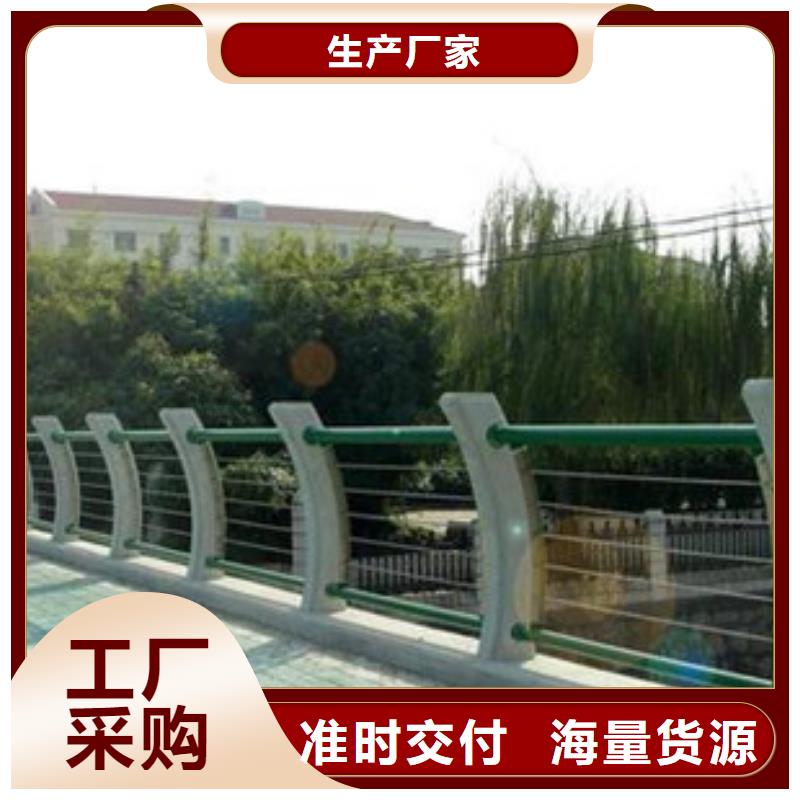
桥梁护栏表面光滑、手感细腻、色彩鲜亮、强度高、韧性好,抗老化测试可达50年,是一种优质的护栏产品。在-50℃至70℃下使用不褪色、不开裂、不脆化。桥梁护栏以其为外观,钢管为内衬,使典雅亮丽的外表和坚韧的内在品质完美结合。
但是有时候进行安装桥梁护栏的过程中会出现护栏掉角问题,由于安装时窗框倾斜导致掉角,出现这种问题的原因是安装时没用线坠和靠尺检查窗的垂直度导致,因为在进行桥梁护栏施工中一定要注意这样的错误出现;框扇的搭接量不适合导致掉角,我们可以通过调节下轴承支座下方外侧的内六角螺丝,斜拉杆侧面的内六角螺丝,这样可以避免出现这样的问题;另外桥梁护栏由于玻璃垫片位移或者位置不对而使窗扇因为玻璃重力发生变形导致掉角,我们在进行此项工序时要根据桥梁护栏正确方法安装及操作流程,当出现变形时需要从新进行安装。
但是有时候进行安装桥梁护栏的过程中会出现护栏掉角问题,由于安装时窗框倾斜导致掉角,出现这种问题的原因是安装时没用线坠和靠尺检查窗的垂直度导致,因为在进行桥梁护栏施工中一定要注意这样的错误出现;框扇的搭接量不适合导致掉角,我们可以通过调节下轴承支座下方外侧的内六角螺丝,斜拉杆侧面的内六角螺丝,这样可以避免出现这样的问题;另外桥梁护栏由于玻璃垫片位移或者位置不对而使窗扇因为玻璃重力发生变形导致掉角,我们在进行此项工序时要根据桥梁护栏正确方法安装及操作流程,当出现变形时需要从新进行安装。



金立恒金属制品(嘉兴市分公司)位于聊城市张飞工业园区,公司注册资金500万元,主营 桥梁防撞护栏。公司致力于为客户提供高质量低成本的 桥梁防撞护栏产品为目标。公司秉承诚信经营,以质量求信誉、以信誉求发展的原则来满足客户的各种需求,也竭诚欢迎广大新老客户来电、来人洽谈业务和指导工作!



桥梁防撞护栏是桥梁的重要组成部分,不仅增加桥梁的美观,还有很多别的功能,桥梁防撞护栏的美化功能:桥梁通过桥梁防撞护栏的不同材质、不同的形式、不同的造型及不同的颜色,达到与道路环境的融洽和协调,起到美化桥梁、美化环境的作用。
护栏在我们生活中无处不再,护栏广泛应用于市政工程、交通、社区、港口、机场、仓储区域的维护,此类产品日趋发展成熟,成为建材行业的重要分支,行业规模不断扩大,样式不断增多。在日常使用过程中难免产品会坏,那么我们在进行后期维修桥梁防撞护栏过程中,有哪些因素我们需要考虑呢
1、首先我们需要区分开路边电线和护栏,当电线平行或靠近平行于公路护栏网且电线在公路护栏网上方时,应在每端或按不大于400M的间距埋设地线,接地电阻值小于10欧姆。而且在高压输电线穿过安置公路护栏网之处,公路护栏网应按电力部分的划定接上地线。
2、在对护栏进行维修之前好能够列出一份详细的图纸,然后按照上面的指示进行操作。维修时应按图纸所示安置,安稳地安置在立柱或支持上;金属网应舒展拉紧,全部布局不得歪曲。如果发明公路断绝栅中若有断开处或在门路交织口时,可视必要得当调解立柱间距。



