





为了给您提供更的数控钢筋笼绕筋机--厂家产品信息,解锁数控钢筋笼绕筋机--厂家产品新体验,视频带你玩转每个细节!
以下是:数控钢筋笼绕筋机--厂家的图文介绍


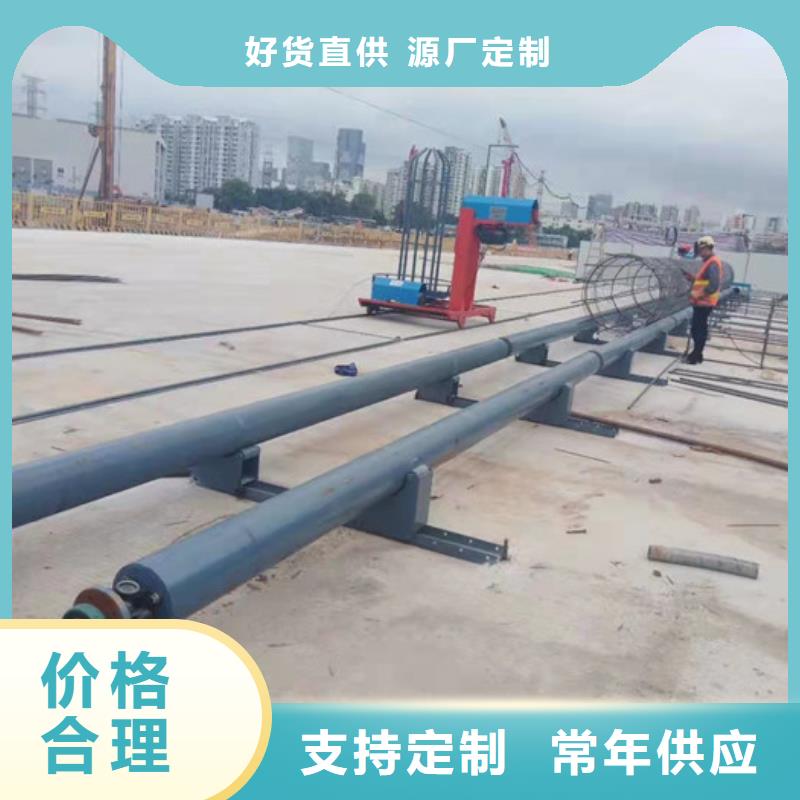
钢筋笼绕筋机 整个安装过程要做好防护措施,严禁不相关人员靠近场地; 5.4.2 安装之前要先熟悉安装步骤,预测安装过程中的隐患,并采取措施以杜绝其发生; 5.4.3 准备好安装工具及设备,要检查相关电源的接通情况; 5.4.4 备就位要缓缓轻放,禁止摔碰,防止安装过程中由于操作不当而引起的设备损坏; 5.4.5 设备找平调整要仔细,其水平状态会直接影响设备的使用状况及寿命; 5.4.6 漏电保护器、地线要安装正确,并确保其运行。 5.5 设备保养维护 5.5.1 每天设备开始生产之前,要对设备状况进行检查,主要有如下几个方面: 1、急停按钮(三个中的任意一个)是否处于按下状态、C控制电源开关是否处于关闭状态; 2、各线路连接是否正常; 3、是否存在漏电现象; 4、各螺栓螺帽是否有松动; 5、电气柜内粉尘是否过多。 5.5.2 设备运行过程中,要注意检查马达是否有过热现象; 5.5.3 设备运行过程中,严禁对电气部分进行遮盖,要保持散热顺畅; 5.5.4 机器正常运行1~2个月后,要对断路器、马达接线端子、电箱内接线端子,在电源切断的情况下进行重新紧固



建贸数控钢筋笼滚焊机厂家(泰州市分公司)将竭尽所能,加强在售前(货品储备、新 钢筋笼绕筋机产品引进)、售中(产品培训.客户回访)、售后服务(维修培训、技术支持)等方面的支持, 竭诚为您提供好的 钢筋笼绕筋机产品和服务,为您解决您清洁工作的后顾之忧。自创办以来,公司秉承自主创新的发展理念,勤于思考,善于创新,以质量求生存,以诚信求发展的经营方针。以优质的 钢筋笼绕筋机产品质量,强大的技术服务队伍为客户提供完善的售前技术支持和全天候的售后服务体系,让您无后顾之忧,享受一站式的服务。



主要设备、材料、构件的型号、规格和质量要求:?(1)主要设备:电焊机、钢筋切断机、弯曲机、数控滚笼机、钢筋弯弧机、闪光对焊机、数控弯箍机。?(2)主要材料:桩身钢筋均为HPB300型钢筋,主筋及加强筋φ20、φ16;箍筋φ10圆钢;(具体使用部位见钢筋大样尺寸图)?(3)质量要求:钢筋平直、无损伤,表面无裂纹、油污、颗粒状或片状老锈;钢筋每批进行原材试验,试验合格方可使用。?(4)焊条必须选用J502,并附带产品合格证等证明文件。?3、技术要求和质量标准:?(1)钢筋表面要清洁,油渍、漆污和锤击时能剥落的浮皮、铁锈等要干净,焊点处的水锈要在焊接前干净。?(2)加工后的钢筋,表面不得有削弱钢筋截面的伤痕。?(3)利用冷拉的方法矫直钢筋时,钢筋的矫直伸长率不得大于2%。?(4)钢筋要在常温下进行加工,钢筋末端弯钩要一次弯成。?(5)钢筋材料加工应符合下表的规定。钢筋笼滚笼机,钢筋笼绕筋机



brjx

墩粗直螺纹套筒连接 7.4.1螺纹丝头加工及检验 1、加工前准备 1)凡参与接头施工的操作工人,技术 管理和质量管理人员,均应参加技术培训;操作工人应经考核合格后持证上岗。 2)钢筋先调直后再下料,切口端面要与钢筋轴线垂直,不得有马蹄形或挠曲,不得用气割下料。 3)厂家提供套筒应有产品合格证;两端螺纹孔应有保护盖;套筒表面应有规格标记。 2、直螺纹丝头加工 1)按钢筋规格调整好滚丝头内孔小尺寸及涨刀环,调整剥肋挡块及滚压行程开关位置,保证剥肋及滚压螺纹的长度。 2)工钢筋螺纹时,采用水溶性切削润滑液;当气温低于0℃时,应掺入15%-20%亚硝酸钠,不得用机油作润滑液或不加润滑液套丝。 3)操作工人应逐个检查钢筋丝头的外观质量,检查牙型是否饱满、无断牙、秃牙缺陷,已检查合格的丝头盖上保护帽加以保护。钢筋笼绕筋机
