

多年来 高强板产品销售与全国各地,客户满意是涌华金属科技(昆明市分公司)评定产品质量的好高标准,持续向客户提供满意的产品是涌华金属科技(昆明市分公司)永无止境的追求。



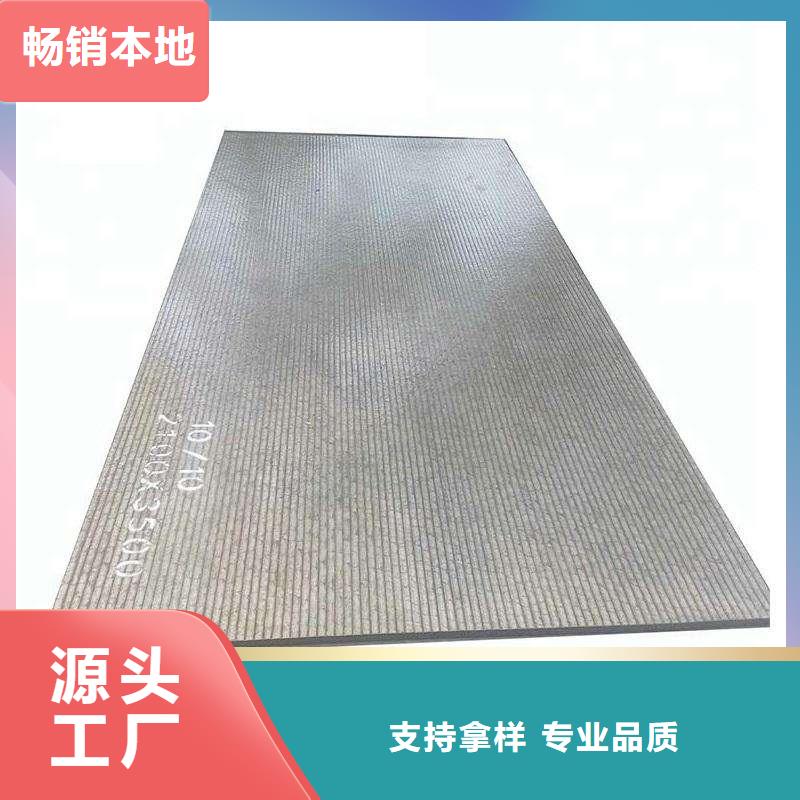
流程一:堆焊耐磨板的生产加工,堆焊耐磨板依照当场评测规格生产加工成形、并且经过喷砂处理等不光滑解决,外抛头露面先做防锈。
流程二:金属表面处理,混泥土表层涂刷层打除、凸凹面过较大用磨光机磨去。
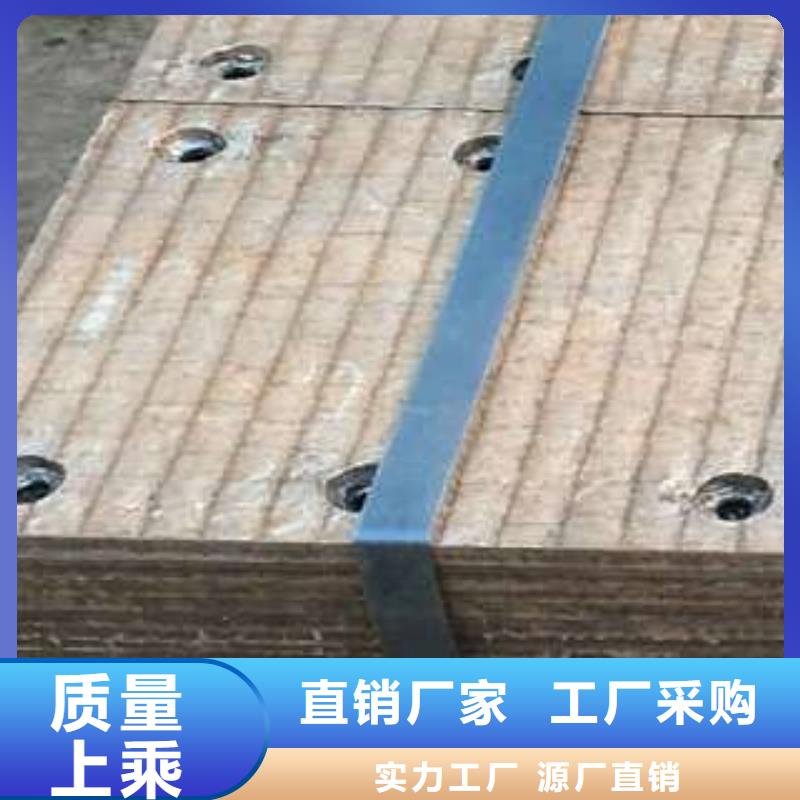
流程三:化学螺栓安裝,在混泥土上安裝导向用化学螺栓。
流程四:堆焊耐磨板安裝,堆焊耐磨板上按置间距物品(以利于引入原材料均值遍布)。
流程五:封缝,选用环氧树脂胶(SB970)或质轻水泥构件(SBLEM),将堆焊耐磨板四周及引入孔周边密封性,另外开展引入孔和透出气孔安裝固定不动。
流程六:引入材注浆,视混泥土自身危害水平挑选引入原材料(如挑选原材料时空隙操纵于5-7mm;如选用预拌型无收拢混凝土时,其空隙操纵于2-765px)、以设备工作压力注浆方法灌进原材料
流程七:查验,检查堆焊耐磨板空隙注浆饱满度。
流程八:喷涂,相互配合当场颜色施胶堆焊耐磨板专用型喷涂原材料



1. 选择合适的堆焊材料:如优质的低氢堆焊材料和低氢的堆焊方法。对重要的堆焊结构,应采用超低氢、高韧性的堆焊材料,耐磨钢板、焊剂使用前应按规定烘干。
2. 焊前仔细堆焊耐磨板表面上的水、油、锈等污物,减少氢的来源,以降低焊缝中扩散氢的含量。
3. 采用低匹配的焊缝或“软层堆焊”的方法,对防止冷裂纹也是有效的。
4. 避免强力组装、防止错边、角变形等引起的附加应力,对称布置焊缝,避免焊缝密集,尽量采用对称的坡口形式并力求填充金属减少量,防止焊缝缺陷的产生


热成型直接成型工艺的优点
(1)在一组模具中成型和淬火片材,这节省了预成型模具的成本并加速了生产节奏。
(2)在加热板材之前,它是一种扁平材料,不仅节省了加热区域的面积以节省能源,而且可以选择各种加热方法,例如,可以使用感应加热炉用于加热。热成型直接成型工艺的缺点是难以形成车载部件的复杂形状,模具冷却系统设计的复杂性以及增加激光切割设备的需要。
目前,用于汽车的热成型高强度钢板被广泛用作含硼合金钢。热成形后硼钢的屈服强度应达到900MPa以上,抗拉强度应达到1500MPa,伸长率应超过6%,硬度应达到45HRC。以上



金属表面的处理
1、打磨抛光:若有损害应打磨抛光,特别是在与碳素钢件触碰导致的刮伤和溅出、割渣导致的损害务必用心完全地打磨抛光整洁。
2、除油除灰:堆焊耐磨板在开展磷化处理前,务必按加工工艺油渍、空气氧化皮、尘土等脏物。
3、磷化处理:磷化处理务必严苛按加工工艺规定开展,钝化膏镀层应匀称,钝化处理時间应严格遵守加工工艺规定。
4、清理干躁:磷化处理后,应严苛按加工工艺开展擦洗、清洗、干躁,彻底酸洗钝化膏和酸液。
5、防止再生产加工:金属表面处理进行后,应防止对该零部件或商品的再生产加工。
