





以下是我们上传的注塑产品,尼龙套厂家48小时发货实拍视频,您可以点击观看。
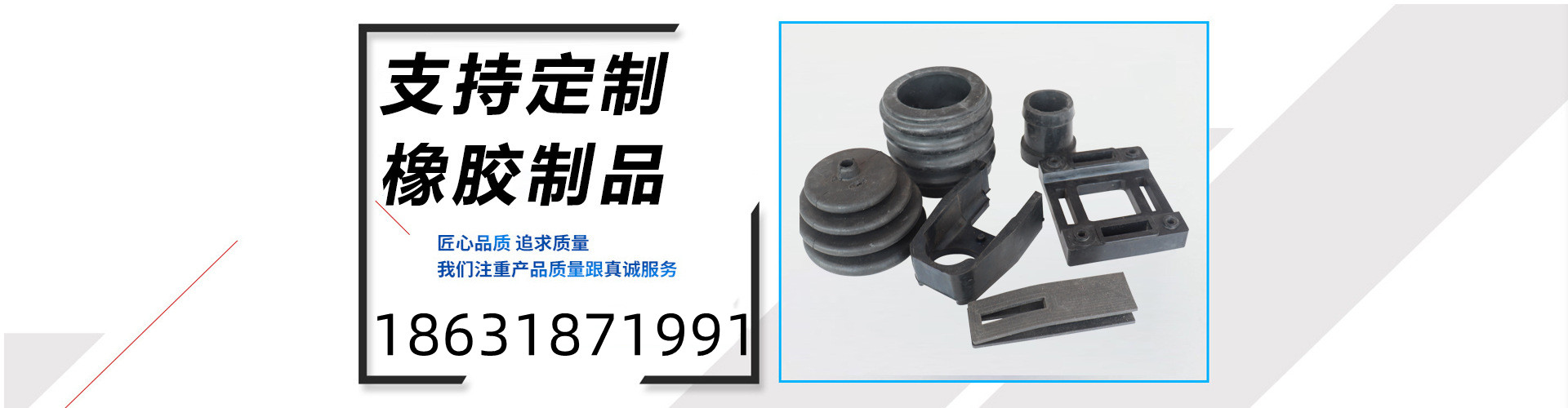
以下是:注塑产品,尼龙套厂家48小时发货的图文介绍


注塑产品 相关联的知识 2-1 材料中含有微量的水分,除了引起银条痕外,波流纹,白化,气泡等成型不良现象也会发生。对材料的流动性和热劣化等也有很坏的影响。 2-2 从料筒流向注嘴口流边、浇口的材料,如果温度变化的梯度太大,容易凡是材料的剪切。 2-3当模具的气体逸出场所变差的时候,也会发生银条痕。 解决的方法 3-1 即时:对材料完全燥。(用高温短时间干燥来做效果不好,普遍是以 85。C温度干燥 4 个小时)提高模具温度,降低加热料筒温度,对料简注射嘴进行保温。 3-2 短时间的:使流边变粗 3-3 长期的:避免设计制品厚度的差异,在制品厚度厚的地方附加上浇口



注塑产品 参考事项 5-1所谓材料的流动性,一般指测定在一定的温度,一定的压力下的材料在一定的时间内流入注流孔的重量。表示材料的流动性能有材料的融化指数。例如:聚本乙烯的融化指数为在 190 度下加上 2160+-10 度的载荷挤出时 10 分钟流过注流孔的重量。 5-2 作为测定树脂流动性的使用方法,使用螺旋流动(旋涡)模具,用这个可以测定出树脂填充的长度结果射出保压时间在一定时间以上同填充长度没有关系,但是太短的场合会引起填充不足(缺料)。司材料在料筒内滞留的时间无关 射出速度如果太慢,填充变得不充分,然而在一定值以上的速度会影响很小模具温度高的为好,影响也小。 螺杆可塑化行程假如有稍微剩余的话,填充长度变长。 射出压力同填充长度大体上是直线关系


注塑产品 制品裂纹的方法 制品产生裂纹的原因: 1-1 由于成型设定条件引起的残余应力(过饱模) 1-2脱模时发生的残余应力 1-3制品的形状引起的应力集中 1-4 同镶块的热膨胀引起的误差 1-5材料的劣化 相关联的知识: 2-1 跟上一节变形同一原因 2-2 金属镶块预先加热,则可以缓和成型时的残余应力,同样的原理,用成型后的退火代替镶块加热也是一种方法. 2-3 在成型设定条件中,用下降射出压力这一措施是有效的。 2-4 如果脱模销分别是平衡的,在脱模是加上大点的力。



1、 尼龙轮质量保证首先从技术着手,从 尼龙轮产品选型上满足用户要求,我们将提供技术成熟,并且经过实践检验运行稳定、性能可靠的 尼龙轮产品;
2、严格制定 尼龙轮工艺措施,严格执行,要求操作者按图纸标准要求和工艺文件进行自检,专职检验严格把关,不合格的 尼龙轮产品杜绝出厂;
3、在安装期间派技术人员常驻现场,进行技术服务,指导安装质量,及时与甲方和监理公司部门沟通,发现问题及时解决;


