




想要更直观地了解201不锈钢复合管护栏有几种产品吗??产品视频,带你走进产品世界
以下是:201不锈钢复合管护栏有几种的图文介绍

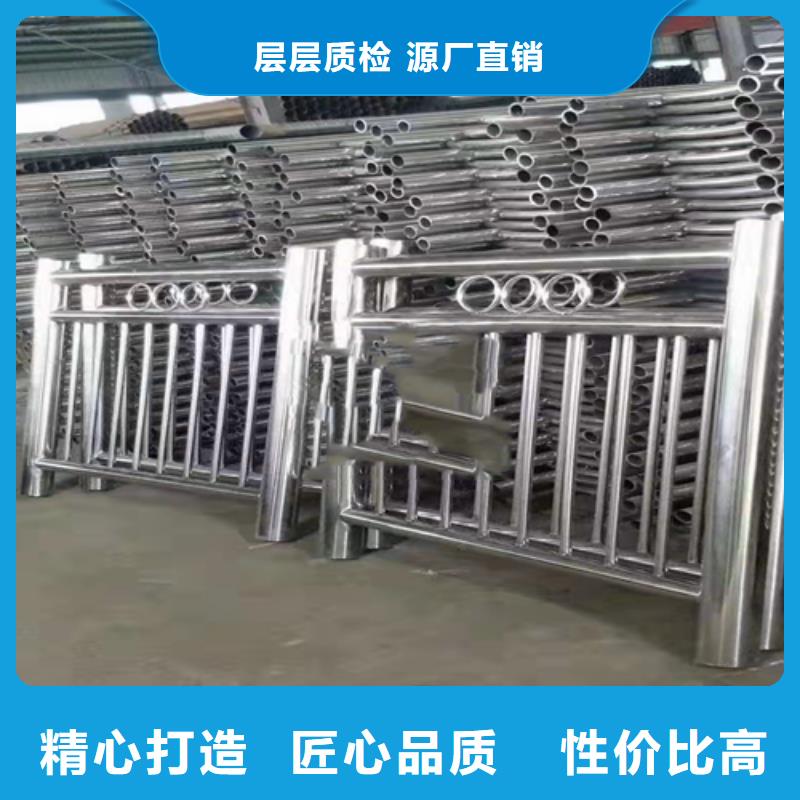
不锈钢复合管由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合成的新材料,兼具不锈钢抗腐蚀耐磨和出色外表,以及碳素钢良好的抗弯强度及抗冲击性,契合节能及进步的准绳。不锈钢复合管还大量应用于栏杆,那么不锈钢复合管护栏的设置原则是什么呢?
不锈钢复合管护栏设置应遵循以下几个原则:
1、车辆驶出路外有可能造成二次特大事故的路段必须设置路侧不锈钢复合管护栏。
2、凡符合下列情况之一、车辆驶出路外有可能造成单车特大事故或二次重大事故的路段必须设置路侧不锈钢复合管护栏:
(1)二级及以上等级公路边坡坡度和路堤高度规定范围之内的路段;
(2)路侧有江、河、湖、海、沼泽、航道等水域的路段。
3、凡符合下列情况之一、车辆驶出路外有可能造成重大事故的路段,应设置路侧不锈钢复合管护栏:
(1)二级及以上等级公路边坡坡度和路堤高度规定范围以内的路段;
(2)高速公路、一级公路路侧净区内设有车辆不能穿越的照明灯、摄像机、可变信息标志、交通标志、路堑支撑壁、声屏障、上跨桥梁的桥墩或桥台等设施的路段;
(3)二级及以上等级公路路侧边沟无盖板、车辆无法穿越的挖方路段;
(4)三、四级公路路侧有悬崖、深谷、深沟等的路段。


不锈钢复合管护栏是护栏的一种比较重要的类型,成为了不锈钢行业中为重要的一种形式。不锈钢复合管护栏的好坏是和施工有着重要的关系的,施工质量要按照相关的部门的要求和技术的标准进行的。对于不锈钢复合管护栏施工要注意每一个细节,从细处进行出发,使得使用的效果以及各种的使用发挥出来更加重要地作用。那么不锈钢复合管护栏是怎么进行施工的呢?施工的时候要注意哪些细节呢?对于工程施工来说,质量和技术永远是重要的,一方面是我们会看到在现在很多行业中,在现场施工都会有专业的技术人员和质检人员,这体现出了现代施工中工程公司的重视度。而从现在的不锈钢复合管护栏的施工中我们也可以了解下具体的质量技术的要求,从专业的工程公司来看的话,一方面是在施工中应该要明确下来,比如说在尺寸允许的偏差方面一定要明确下来。这些针对在不同的施工场合中要求也是不一样的,有些场合要求是非常的,比如说次的写字楼里面。而我们也会看到对于焊缝的要求是很多专业技术人员关心的,毕竟焊缝与受力是联系在一起的,如果在焊缝方面的长度和宽度和厚度不够的话,在受理费昂面也会差很多。在一些存在受力的不锈钢栏杆中会存在隐患,甚至在一些交通系统中也会明确要求一定要保证能抵抗多少的冲击力,这其实对于具体的安装来说,其实是重点要从焊缝的施工质量来保证。而在保证了焊缝的厚度和宽度长度等以后,接下来就是要看下在中心线方面是不是规范,在焊接中能具体到尺寸是不是很准确等等。



不锈钢复合管护栏产品的表面处理涉及抛丸、高温碱浸、熔盐电解、混酸酸洗、多级漂洗等组合工序,所排放的多路废水包括中性盐废液、混酸废液、含氟废水、漂洗废水和冲洗水等,具有成分复杂、产量大、酸度高、毒性强和危害严重等特点,已成为不锈钢企业环保治理的难点,目前国内外尚无妥善又经济实用的大宗利用途径。出于技术成熟、方便运行和维护等因素考虑,国内外不锈钢企业主要将多路废水分为两类:含Cr6+的中性盐废水和含有其他重金属的混酸废水。中性 盐废水经化学还原,将绝大部分Cr6+转化为Cr3+后,排入混酸废水调节池,一并进行后续的中和沉淀、污泥浓缩和板框压滤,终得到红褐色泥饼。实践表明,冷轧酸性废水的水质、水量及其变化趋势,直接决定了处理工艺的操控难度、药剂投加成本和混合污泥产量。在各企业废水站的实际处理中,为确保出水 达标,石灰乳常被过量投加,由此造成末端工序的泥饼大量增加。通过重金属污泥的典型成分可以发现:因酸洗废水量和来源不同,混合污泥成分复杂,组成波动大,既有Fe、Cr、Ni等有价金属,CaO等有用物质,又含有较高的F元素和S元素。因此,经余热烘干减量后,污泥虽具有资源属 性,但较高的杂质含量将对其直接返回冶金工序再利用产生不利影响。据环保部门的抽样分析,某家不锈钢企业冷轧混合污泥的浸 出液中,Ni、F、Cr6+和T.Cr常会超出《危险废物鉴别标准-浸出毒性鉴别(GB5085.3-2007)》中的“浸出毒性鉴别值”和《污水综合排 放标准(GB8978-1996)》中的二级排放标准,故认定其为危险废物,必须妥善处置



众英金属科技(凉山市分公司)集【道路防撞护栏】开发、生产、销售、服务于一体,拥有雄厚的技术力量,高精度的大型加工设备,严格的检测手段,科学的质量管理体系,作风严谨、技术精良的研发人员。生产系列【道路防撞护栏】效率高、成本低。



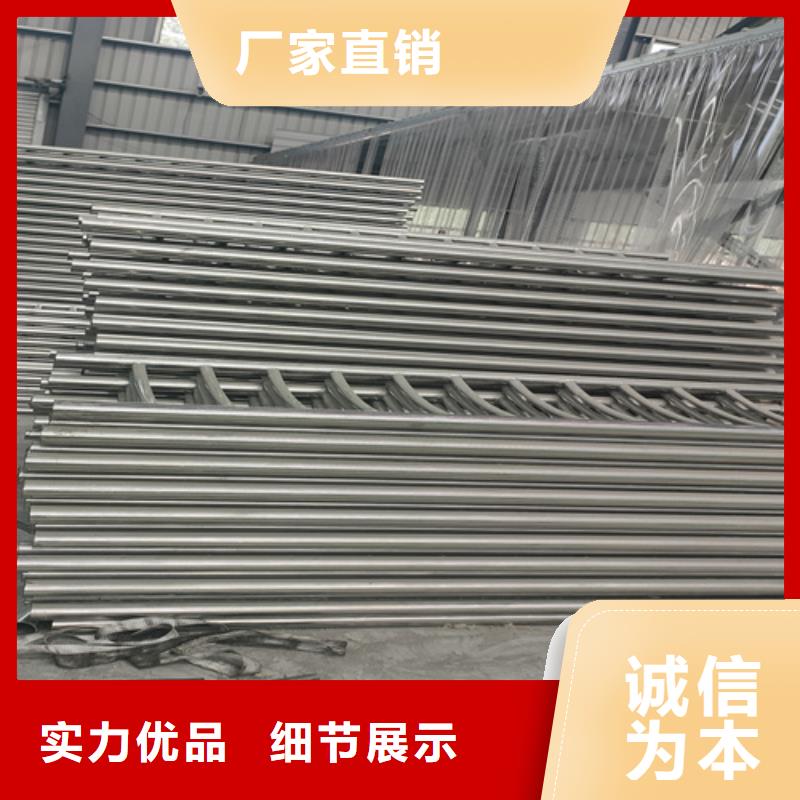
不锈钢复合管护栏工艺流程和施工方法1、工艺流程施工准备→放样→下料→焊接安装→打磨→焊缝检查→抛光。2、主要施工方法:⑴、施工前应先进行现场放样,并计算出各种杆件的长度。 ⑵、按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1mm。 ⑶、选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。 ⑷、脱脂去污处理:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则应选择中性洗涤剂或其它化学药品用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。 ⑸、焊接时应选用较细的不锈钢焊条(焊丝)和较小的焊接电流。焊接时构件之间的焊点应牢固,焊缝应饱满,焊缝金属表面的焊波应均匀,不得有裂纹、夹渣、焊瘤、烧穿、弧坑和针状气孔等缺陷,焊接区不得有飞溅物。


