




为您精心制作的SX双向球铰支座厂设计加生产产品视频已准备就绪,展示产品的各项功能和特点。请您抽出片刻时间观看,相信一定会给您带来意想不到的惊喜。
以下是:SX双向球铰支座厂设计加生产的图文介绍

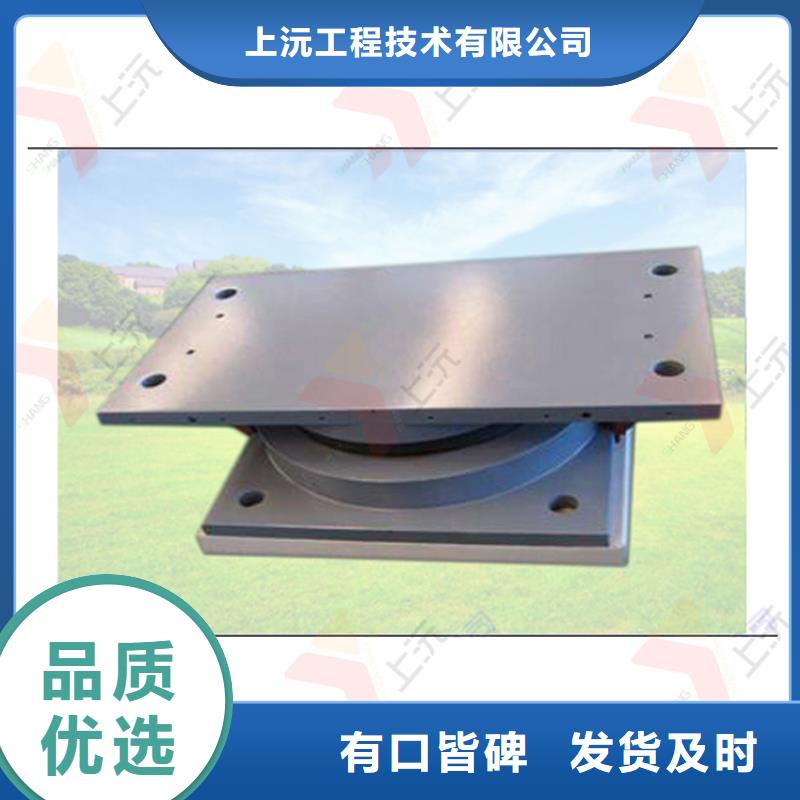
球型(形)钢支座
上沅工程技术(凉山市分公司)
球型(形)钢支座的图文介绍
品种齐全品质过硬

上沅工程技术(凉山市分公司)是一家以生产 球型(形)钢支座为主的生产厂家,集科研、生产、销售为一体的大型股份制企业,现拥有三个大型生产厂地。





产品实拍图
PRODUCT REAL SHOT DISPLAY


支座特别适用大转角要求的桥梁使用:A、支座反力(坚向承载力)可分为16级:1000,1500,2000,2500,3000,4000,5000,6000,7000,8000,9000,10000,12500,15000,17500,20000kN,大于20000kN时单独设计加工。B、设计转角分为 0.01 0.015和0.02rad。C、设计位移量:顺桥向:1000~2500KN,e=±50mm;3000~1000kN;e=±50mm,±100mm和±150mm。横桥向:采用DX多向活动支座,e=±20mm。设计位移量根据工程需要可进行变更。D、设计摩擦系数在聚四氟乙烯板有硅脂润滑条件下,应力为30Mpa左右时,取值如下:常温(-25℃~+60℃)0.03;低温(-40℃~+40℃)0.05E、橡胶支座可承受的水平力:纵向活动支座(ZX)横桥向水平力为支座反力的10%;固定支座(GD)承受水平力为支座反力的10%。




