





龙丽金属材料有限公司(临汾分公司)始终紧盯 精密无缝钢管产品发展趋势,不断进行技术革新改造和新产品的研发,使公司在 精密无缝钢管领域积累了丰富的经验,研发制造能力始终处于行业水准之上。公司技术力量雄厚,建立了高素质、率、经验丰富的研发团队和管理人才,具有成熟的销售网络、完善的售后服务体系。公司秉承“服务尽善尽美,技术精益求精”的经营理念,得到了广大客户及同行业朋友的一致认可与好评。



无缝精密钢管重量计算的公式
钢的密度为1.85kg/dm2 ,精密钢管每米重量的计算公式为:
W(kg/m)=0.02466*壁厚*(外径-壁厚)
按国内标准生产的无缝精密钢管品种、国内常用牌号(钢级)及相应品种的常用国外标准
| 品种 | 标准 | 常用牌号 | 常用国外标准 |
| 结构用无缝精密钢管 | GB/T8162-1999 | 10、20、35、45、40Mn2、45Mn2、27SiMn、20Cr、40Cr、20CrMo、35CrMo、38CrMoA1、30CrMnSi、 50CrV、 | ASTM A500-98 ASTM A501-98、 ASTN A519-98、 JIS G3441-1994
|




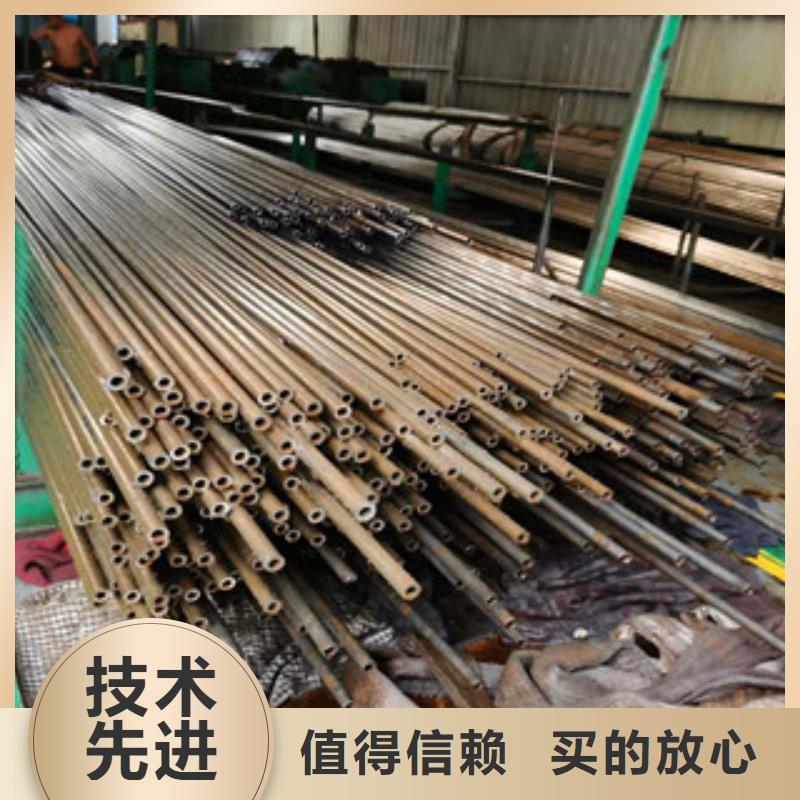
精密钢管均整
在斜轧(均整)机上轧制由自动轧管机轧出的管子,以壁厚不均以及研磨精密钢管内外表面的工序。均整机为二辊或三辊式斜轧机,使用固定顶头。三辊均整机的优点是,轧制时可取较大的减壁量,产量高,轧出的管子尺寸精度较高。一般管材均整后直径有些增加,壁厚略减小,长度稍有缩短,当管壁压缩量较大时则长度增加。二辊均整机的变形过程如图所示。整个变形区分为4个区。I为减径区,该区一般很短。Ⅱ为管壁压下(扩径)区,由于均整机顶头略大于来料的内径,在该区管材首先和顶头圆弧部分相接触,然后随着金属进入变形区,在顶头的圆弧部分与轧辊之间压缩管壁;到顶头的圆柱部分时虽然顶头母线和轧辊圆柱段母线相平行,但由于轧辊轴线倾斜于轧制轴线,因而顶头与轧辊间的间隙是逐渐减小的(到交叉点为止),因而在这区段内管壁仍受量压下。Ⅲ为展轧区。在该区中展轧管壁,以改善内外表面质量。Ⅳ区为管材转圆区。



