



想要真正了解DN450螺旋管价格批发零售产品的魅力吗?这个视频将以其无与伦比的视听效果,让您仿佛置身于产品的核心之中,感受其独特的魅力。
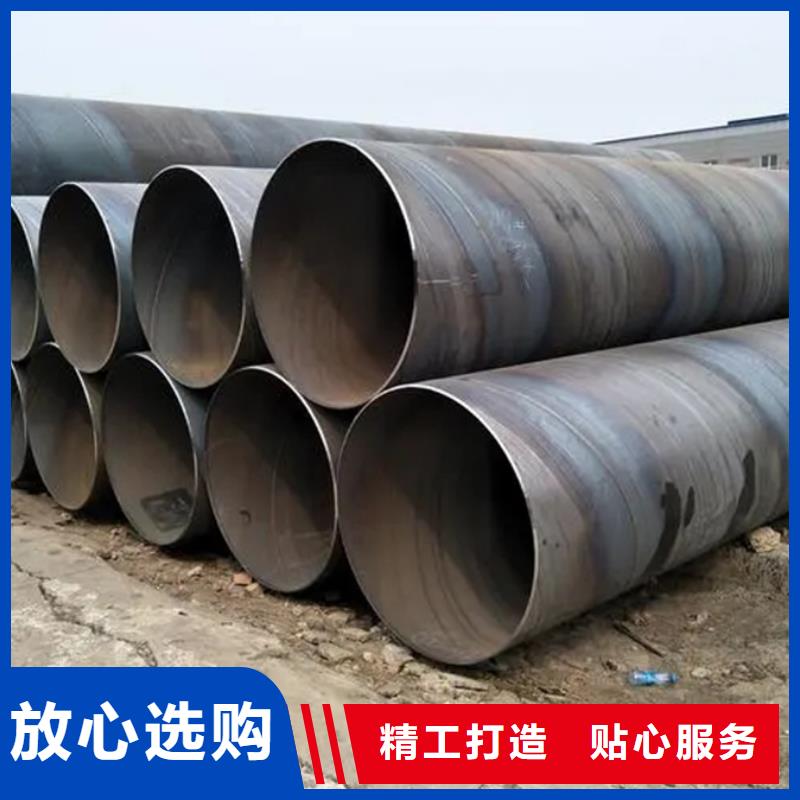
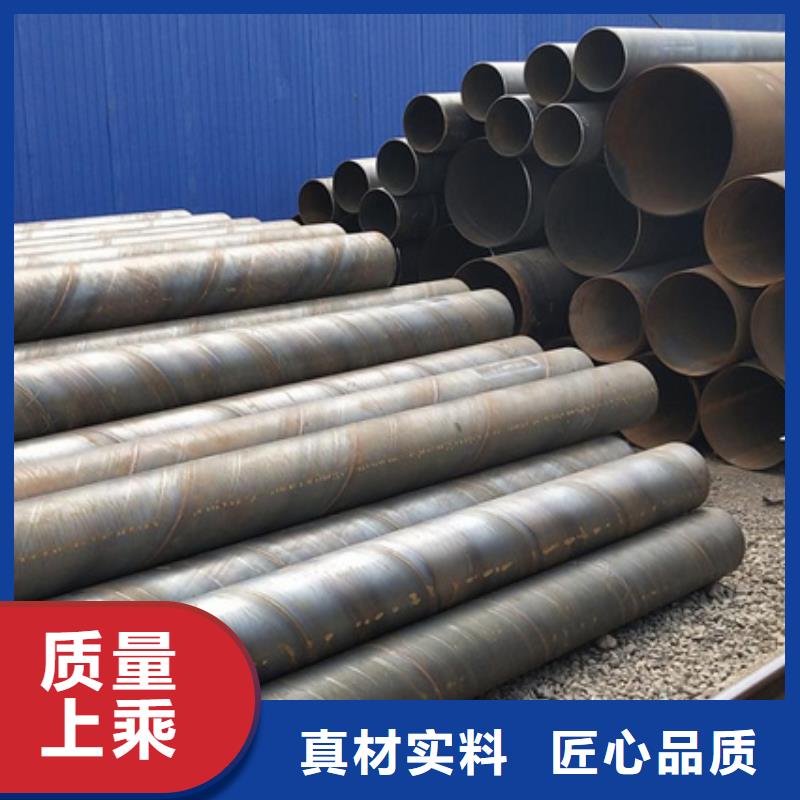
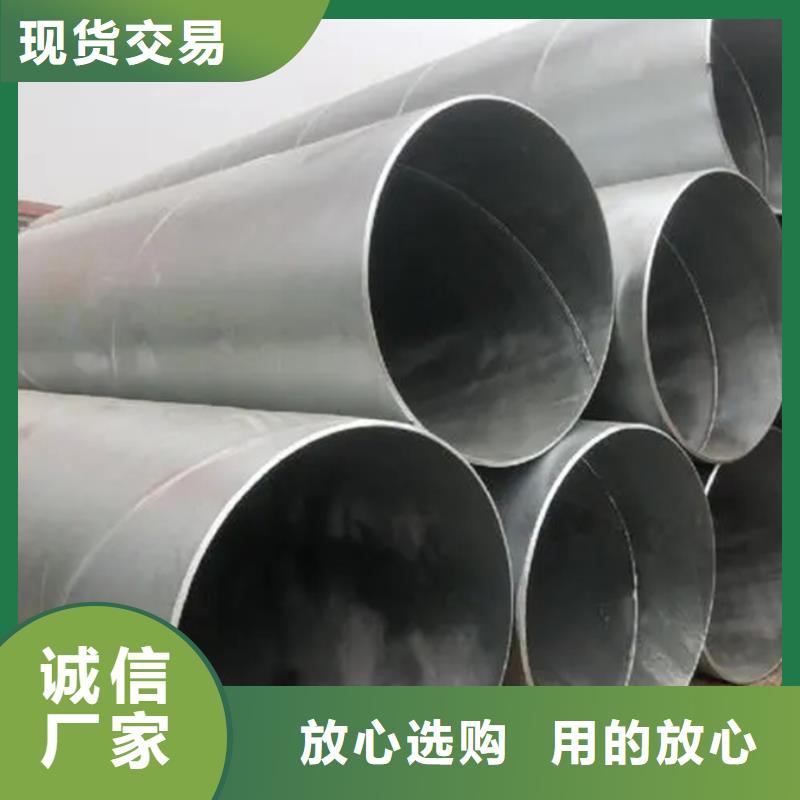
以下是:DN450螺旋管价格批发零售的图文介绍


温度元件:喷涂时,现场环境温度和待喷涂基体表面温度为15℃~ 35℃。温度过低时,聚氨酯泡沫与基材的结合力降低,产品密度明显增大。如果温度过高,发泡剂的损失太大,而且不经济。 在外保护管上,工作钢管从开始到结束的某些结构模式不会改变。螺旋管的强度和刚度以及外护管与土体之间的受力足以使内管在不改变钢筋混凝土结构的情况下保持不变,从而节省钢筋混凝土支墩的制造。只有当钢管作为外保护管时,才能选择恒定模式。 应在恒端设置保温设备,以减少热桥效应,且外部保护管应具有足够的强度以满足管道的水平推力要求。对于“钢夹套钢”保温结构,内部不变结构的选择具有很大的优势。根据外保护管的不同,可分为钢套筒钢结构和钢套筒钢复合结构。



苏沪金属制品(临汾市分公司)是一家专注于 合金管的大型企业。生产工艺严格按照ISO9001质量管理体系,产品质量得到可靠的保障。本公司一贯以“高质量的产品、合理的价格、良好的信誉服务”为基本原则。真诚的期待成为您忠实的朋友和合作伙伴,共创互惠双赢的未来!


2.防腐螺旋管焊接 表面焊接采用电弧焊,一次下基,两次生存,每道焊缝均焊接一次,每层引弧引出的焊缝要错开。 A.防腐螺旋管管接头应先于口,炉渣,管端的坡口角,钝口,间隙,应符合规格;间隙之间不能采用间隙焊接或采用间隙焊接的方法来缩小间隙焊接。 B.防腐螺旋管口应与壁齐平,长300mm长的直尺按内壁的顺序排列,以关闭错误的端口以允许局部检查,应为壁厚的0.2倍,且不大于2毫米 C.防腐螺旋管纵向焊缝和圆周焊缝的位置应满足以下要求:纵向焊缝应与管道垂直线的半圆成约45°;增强螺旋钢管与增强环的焊缝应在纵向方向上错开焊缝,间距不应小于100mm;加强环管的圆周焊缝截面不应小于50mm;管道的任何位置均不得有十字形焊缝。 D.镀锌螺旋管定位焊接时,所有焊垫(或等级)的定位应与正式焊接相同,但焊条直径可选精细。定位焊缝的焊接电流应选择大于正式焊接的电流,通常为10%-15%,以确保熔深。


