



产品视频展示,助您洞悉Q235钢板立柱立柱厂家产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
以下是:Q235钢板立柱立柱厂家的图文介绍

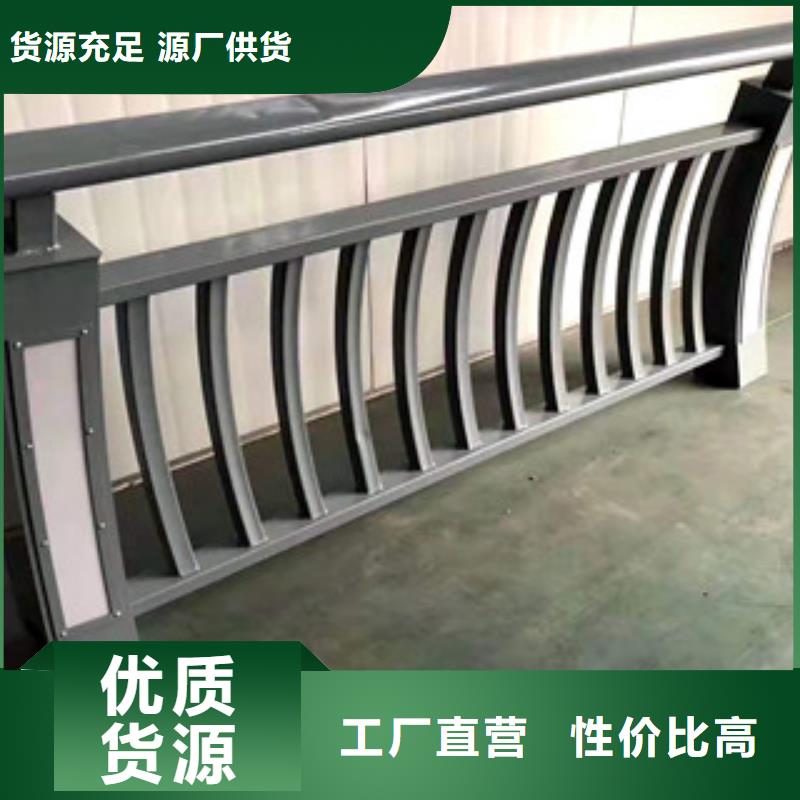
金立恒金属制品(临汾市分公司)是一家专门从事 桥梁防撞护栏生产与销售的厂家,公司坐落于聊城市张飞工业园区,公司主要产品为 桥梁防撞护栏,公司周边交通方便、有着较好的生产经营优势。我厂一直致力于技术创新和产品质量的研发,经公司领导和广大员工的不懈努力,我厂在各界友朋们的大力支持下取得了骄人的成绩。在社会分工越来越细、市场竞争愈趋激烈的今天,我们凭借专业、服务、信誉以及质优价廉的产品,在全国各地朋友的支持下取得了长足发展。在坚持品行于良、信誉至金的经营理念指导下,相信我们必定能够与各地朋友共同长远发展!我厂始终以“精益求精,用户至上,与时俱进,匠心品质”的原则,实诚做人、做事,为各界朋友提供合格产品,力争做中国的注浆管供应商。期待能与更多朋友们携手共创繁荣!欢迎国内外客户莅临考察!



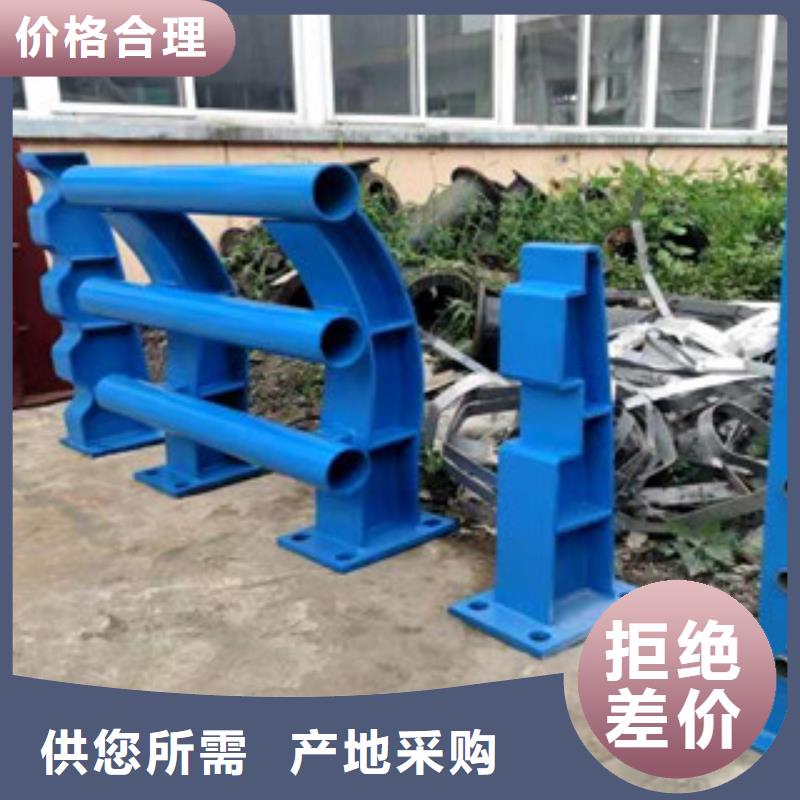
不锈钢复合管护栏焊接进程
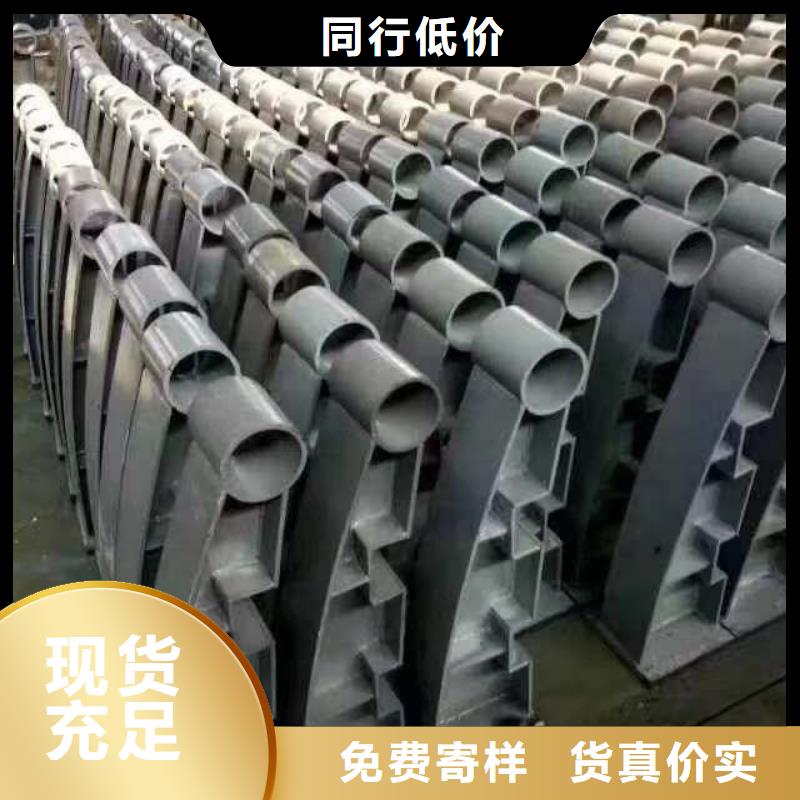
如果因液态缩短和凝结缩短形成的体积缩短等于因外壳尺度缩小所形成的体积减缩,则凝结的外壳仍和内部液态金属紧密触摸,不会发生缩孔。可是,因为合金的液态缩短和凝结缩短超过硬壳的固态缩短,因而液体将与硬壳的顶面脱离。顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属全部凝结后,在铸件上部就形成了一个倒锥形的缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设置冒口,缩孔将移至冒口中。以上对合金缩短规矩的剖析,仅涉及合金管成分、温度等自身因素对缩短的影响,没有考虑缩短进程中遇到的各种阻止,这种缩短称为自在缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻止而使缩短不能自在进行,这时发生的缩短称为受阻缩短。受阻缩短率总小于自在缩短率,阻力更大时将出现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层——打底焊——过渡层——填充层——盖面层。管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。焊接时,应尽量选用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。打底焊时,仰焊方位选用内填丝,立焊、平焊方位选用外填丝法进行焊接。应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,避免气压过大使焊缝发生凹陷。焊丝不能与钨级触摸或直接深化电弧的弧柱区,避免损坏电弧的安稳和发生夹钨缺点,焊丝端部不得退出保护区,避免焊丝氧化。
如果因液态缩短和凝结缩短形成的体积缩短等于因外壳尺度缩小所形成的体积减缩,则凝结的外壳仍和内部液态金属紧密触摸,不会发生缩孔。可是,因为合金的液态缩短和凝结缩短超过硬壳的固态缩短,因而液体将与硬壳的顶面脱离。顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属全部凝结后,在铸件上部就形成了一个倒锥形的缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设置冒口,缩孔将移至冒口中。以上对合金缩短规矩的剖析,仅涉及合金管成分、温度等自身因素对缩短的影响,没有考虑缩短进程中遇到的各种阻止,这种缩短称为自在缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻止而使缩短不能自在进行,这时发生的缩短称为受阻缩短。受阻缩短率总小于自在缩短率,阻力更大时将出现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层——打底焊——过渡层——填充层——盖面层。管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。焊接时,应尽量选用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。打底焊时,仰焊方位选用内填丝,立焊、平焊方位选用外填丝法进行焊接。应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,避免气压过大使焊缝发生凹陷。焊丝不能与钨级触摸或直接深化电弧的弧柱区,避免损坏电弧的安稳和发生夹钨缺点,焊丝端部不得退出保护区,避免焊丝氧化。



桥梁栏杆施工时注意问题
1、护栏施工时应准确掌握各种设施的资料,特别是埋设于路基中各种管道的准确位置,在施工过程中不允许对地下设施造成任何破坏。如遇地下通讯管线、泄水管或涵顶填土深度不足时,应调整立柱位置,或改变立柱固定方式。
2、当立柱打入过深时,不得将立柱拔出矫正,需将其余全部拔出,将其基础重新夯实后再打入,或调整立柱位置。
3、桥梁护栏应安装法兰盘,注意法兰盘的定位和立柱顶面标高的控制。:低碳钢丝、铝镁合金丝。不锈钢复合管栏杆是不锈钢商品的一种,它是关键的公路桥梁的产品类别,针对不锈钢复合管栏杆而言,它的作用的充分发挥与它的特性拥有较为大的立即的关联的,不锈钢复合管栏杆的作用和各类的运用必须留意设计的,仅有设计的与众不同,它的应用作用才会更为优良。



为了让不锈钢护栏工艺制造体现出工精致工件,我们会对不锈钢护栏进行加热处理,不仅能够不锈钢护栏的精密高度,也能够提高工件的使用质量和精密高度。那么,不锈钢护栏加热四大重要环节有哪些?
1、锻造工艺。这是不锈钢护栏工作零件制造过程中的重要环节。对于高合金工具钢的不锈钢护栏,通常对材料碳化物分布等金相组织提出技术要求。此外,还应严格控制锻造温度范围,制定正确的加热规范,采用正确的锻造力法,以及锻后缓冷或及时退火等。
2、预备热处理。应视不锈钢护栏工作零件的材料和要求的不同分别采用退火、正火或调质等预备热处理工艺,以改善组织,锻造毛坯的组织缺陷,改善加工工艺性。高碳合金不锈钢护栏钢经过适当的预备热处理可网状二次渗碳体或链状碳化物,使碳化物球化、细化,促进碳化物分布均匀性。这样有利于保证淬火、回火质量,提高不锈钢护栏寿命。
3、淬火与回火。这是不锈钢护栏热处理中的关键环节。若淬火加热时产生过热,不仅会使工件造成较大的脆性,而且在冷却时容易引起变形和开裂,严重影响不锈钢护栏寿命。冲模淬火加热时特别应注意防止氧化和脱碳,应严格控制热处理工艺规范,在条件允许的情况下,可采用真空热处理。淬火后应及时回火,并根据技术要求采用不同的回火工艺。
4、消应力退火。不锈钢护栏加工零件后应进行消应力退火处理,具目的是粗加工所造成的内应力,以免淬火叫产生过大的变形和裂纹。对于精度要求高的不锈钢护栏,在磨削或电加工后还需经过消应力回火处理,有利于稳定不锈钢护栏精度,提高使用寿命。
1、锻造工艺。这是不锈钢护栏工作零件制造过程中的重要环节。对于高合金工具钢的不锈钢护栏,通常对材料碳化物分布等金相组织提出技术要求。此外,还应严格控制锻造温度范围,制定正确的加热规范,采用正确的锻造力法,以及锻后缓冷或及时退火等。
2、预备热处理。应视不锈钢护栏工作零件的材料和要求的不同分别采用退火、正火或调质等预备热处理工艺,以改善组织,锻造毛坯的组织缺陷,改善加工工艺性。高碳合金不锈钢护栏钢经过适当的预备热处理可网状二次渗碳体或链状碳化物,使碳化物球化、细化,促进碳化物分布均匀性。这样有利于保证淬火、回火质量,提高不锈钢护栏寿命。
3、淬火与回火。这是不锈钢护栏热处理中的关键环节。若淬火加热时产生过热,不仅会使工件造成较大的脆性,而且在冷却时容易引起变形和开裂,严重影响不锈钢护栏寿命。冲模淬火加热时特别应注意防止氧化和脱碳,应严格控制热处理工艺规范,在条件允许的情况下,可采用真空热处理。淬火后应及时回火,并根据技术要求采用不同的回火工艺。
4、消应力退火。不锈钢护栏加工零件后应进行消应力退火处理,具目的是粗加工所造成的内应力,以免淬火叫产生过大的变形和裂纹。对于精度要求高的不锈钢护栏,在磨削或电加工后还需经过消应力回火处理,有利于稳定不锈钢护栏精度,提高使用寿命。
