


联系我们

q345c钢板参数
更新时间:2025-05-28 17:28:01 ip归属地:南平,天气:暴雨转大雨,温度:19-22 浏览次数:8 公司名称:无锡 涌华金属科技(南平市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 5000 |
| 运费说明 | 电议 |
| 小起订 | 1 |
| 是否厂家 | 是 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 堆焊耐磨板 | q235 |
| 类型 | 堆焊耐磨板 耐磨板 进口板材 |
| 材质 | q235 q235d q345d q345c |
| 可定制 | 可 |
| 规格 | 1400*3400 |
| 可零切 | 可 |



涌华金属科技(南平市分公司)专业制作 高强板等。几年来,凭借着广大客户的支持和信赖,凭借着奋斗目标自身忠诚优质的服务,凭借着“诚信、和谐、、创新的精神,我们取得了长足的发展,成为同行业中的优质供应商。我司是一家集 高强板制造﹑销售、售后服务为一体的专业性公司。为了铸就一个永远的品牌,更为赢得客户广泛的信任,我们一直在努力,在管理上抓质量促效益。从市场调查、产品设计、生产工艺、原材料采购计量、产品检验销售到售后服务都坚持以客户为中心的原则,严格完善了质量管理体系;销售的产品在设备上,实现了流水化作业,并配置了先进的检验检测设备;在技术上不断加强与大院校及科研院所的横向科技协作,重视培养科技力量,充分开发新产品。企业本着“以科技为先导,以质量求生存,以管理出效益,以服务求信誉的经营理念。质量与服务远远超越其他一切,是产品永远满足客户的保证,亦是企业苦心孤诣的经营结果,涌华金属科技(南平市分公司)衷心希望海内外各界宾朋携手合作,共创辉煌的明天,同收双赢的硕果。




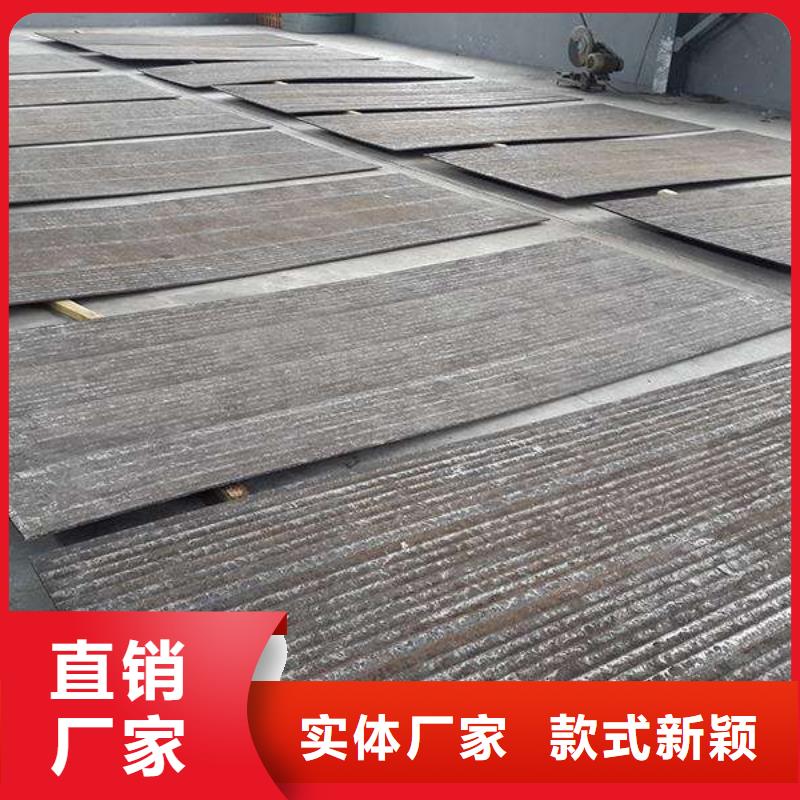
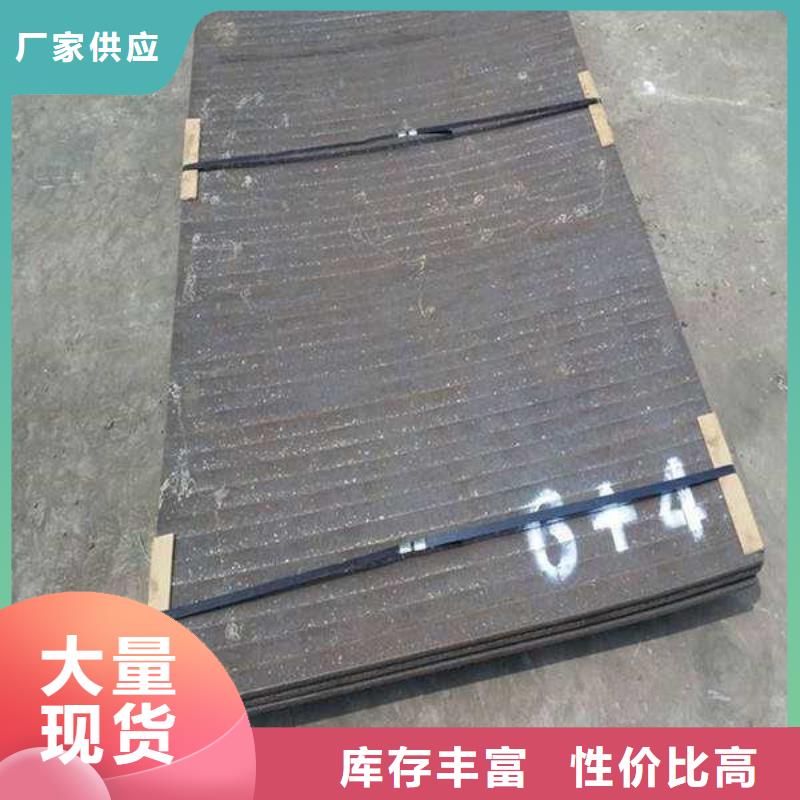
耐磨复合板生产工艺是采用冶金堆焊而成,焊接电流一般在350~500A,焊接电弧的温度达到1000~1500℃,瞬间的高温使焊丝与母板均达到熔点形成熔池(即所谓的焊道),并使添加入熔池的合金粉末熔化形成堆焊熔敷层。堆焊过程中,熔池邻近的母板温度将达到600~800℃,甚至更高,由于母板一般采用普通Q235低碳钢,耐磨层为高碳高铬,所以在堆焊过程中,母板各部位温差很大,产生极不均匀的膨胀,收缩与变形,由于母板四周被压板牢牢紧固,无法自由变形,再加上耐磨层是由大量的合金粉末制成的焊丝进行冶金堆焊在母板上,形成典型的高硬度、高耐磨材料,由于堆焊层与母板二者的热膨胀系数相差较大,韧性好的母板可以承受较大的热变形,而高硬度堆焊层承受热变形的能力几乎为零,故使其内部产生极大的热应力,这个应力如果没有即时释放出来,在后期进行加工(如卷曲)过程中容易发生折断、崩裂、耐磨层脱落等问题。在受热变形后的冷却过程中,为释放堆焊复合钢板中存在的焊接应力,在堆焊层表面垂直于焊道的方向就会产生许多大小不等的裂纹,这个裂纹就是应力释放的结果,不影响使用



复合耐磨板的运用冷拉率或者冷拉应力叫做双控。冷拔的过程中单纯只依赖冷拉率或者冷拉应力叫做单控,单控的长处是操纵简朴,但是对于材质不平均的钢板来说,逐根试验不可能达到,从而也不能保证质量。关于实验测定的要求:批次同炉灶的测定试件,数目不能少于四个,每个试件都要经由冷拉力测定出相应的冷拉率,该批耐磨板的实际冷拉率就是试件的均匀值,控制应力在冷拔时已经达到了,假如冷拉率没有超过答应值的情况下,可以认定为合格
在使用冷拉控制复合耐磨板时,要经由试验来确定控制值,而对于预应力耐磨板一定要采用双控方式,采用双控则可以很好地解决这方面的问题。如果耐磨板具有较高的强度,均匀冷拉力低于1%时,冷拉时也要按照1%的冷拉率进行控制。假如冷拉率已经达到了答应值,但是冷拉应力还没有达到控制应力,这种情况下的钢板要降低强度使用。


火电厂:中速磨煤机筒体衬板,风机叶轮窝壳,除尘器入口烟道,灰渣导管,斗轮机衬板,分离器连接管,碎煤机衬板,煤斗及破碎机衬板,燃烧器烧嘴,落煤斗和漏斗衬板,空预器支架护瓦,分离器导向叶片。上述零部件对耐磨钢板的硬度和耐磨强度没太高的要求,可以用材质为NM360/400厚度6-10mm的耐磨钢板
煤场:送料槽及漏斗内衬,料斗衬套,风机叶片,推料机底板,旋风收尘器、焦炭导向器衬板,球磨机内衬,钻头稳定器,螺旋加料器料钟及基座,揉捏机铲斗内衬,环形送料器、翻斗车底板。煤场作业环境恶劣,对耐磨钢板的耐腐蚀性和耐磨强度有一定的要求,使用材质为NM400/450 HARDOX400厚度8-26mm的耐磨钢板。


