


想一睹螺旋焊管价格产品的真实风采吗?我们的现场实拍视频将带您亲临现场,感受产品的卓越品质和创新设计,不容错过!
以下是:螺旋焊管价格的图文介绍

Q345C直缝焊管检验标准 Q345C直缝焊管几何尺寸及外形检查方法: 1、壁厚检查:千分尺、超声测厚仪,两端不少于8点并记录; 2、外径、椭圆度检查:卡规、游标卡尺、环规,测出点; 3、长度检查:钢卷尺、人工、自动测长; 4、弯曲度检查:直尺、水平尺(1m)、塞尺、细线测每米弯曲度、全长弯曲度; 5、端面坡口角度和钝边检查:角尺、卡板。 Q345C直缝焊管在检查好几何尺寸及外形后,还要做化学成分和机械性能外要做水压试验,卷边、扩口、压扁等试验。热轧以热轧状态交货、冷轧(拨)以热处理状态交货。


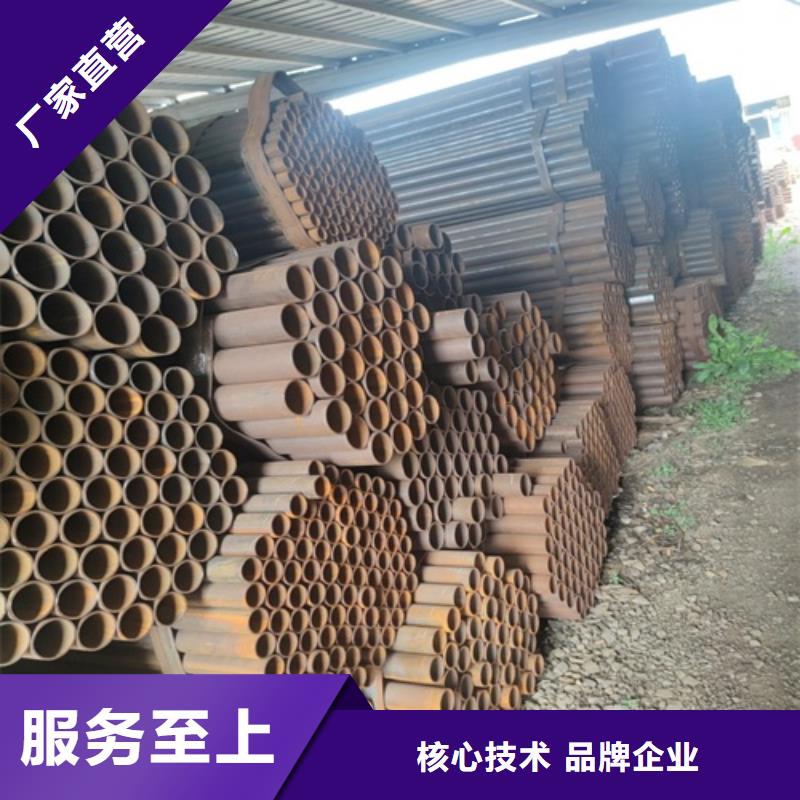
不锈钢焊管是一种通过高频焊接技术将一定规格的钢带卷成圆管,然后将圆管挤压成型为钢管。
材质:Q195、Q215、0221、00Cr19Ni11、1Cr18Ni9Ti等
不锈钢焊管特点:
1.耐腐蚀性能强,使用寿命长;
2.内壁光滑、提高输送效率;
3.表面无氧化层、不结垢;
4.重量轻、安装方便。
5.可回收再利用。
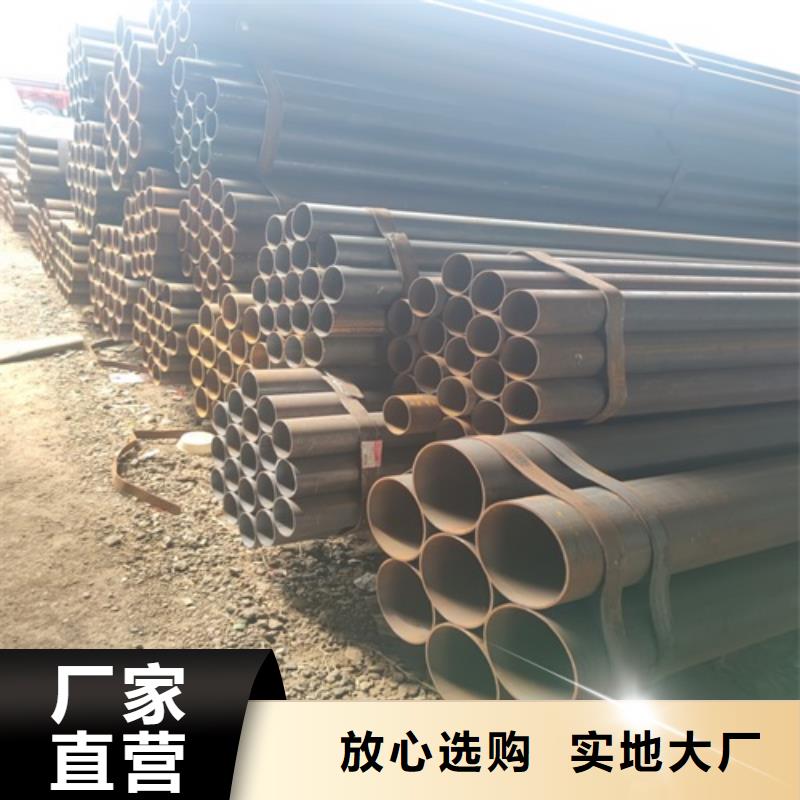
不锈钢焊管的分类 按用途分可分为公制电标电焊钢管(GB/T3092-93)、美标管线管(American Pipe Insulator)、德标管线管(DIN17175-79)及日标管线管(JIS B2310)。 公称直径由小到大分为φ159mm的焊接钢管。
按材质和用途不同分有如下若干品种:
1、流体输送用镀锌焊接钢管,
2、低压流体输送用镀锌焊接钢管
3、高压锅炉热交换器用不锈钢无缝钢管
4、化肥设备用高压无缝化合金方
5、石油裂化用无缝方
6、地质钻探及石油钻控专用无缝方
7、金刚石岩芯钻探用无缝方
8、电力建设用的碳钢大口径直缝埋弧焊 管
9、船舶专用材C级
10、冷拔或冷轧精密无缝钢管
11、各种合金薄钢板
12、汽车半轴套管用角钢
13、各种优质钢材
14、轴承钢
15、液压支架油缸
16、钢结构与桥梁工程
17、建筑结构
18、输水管道



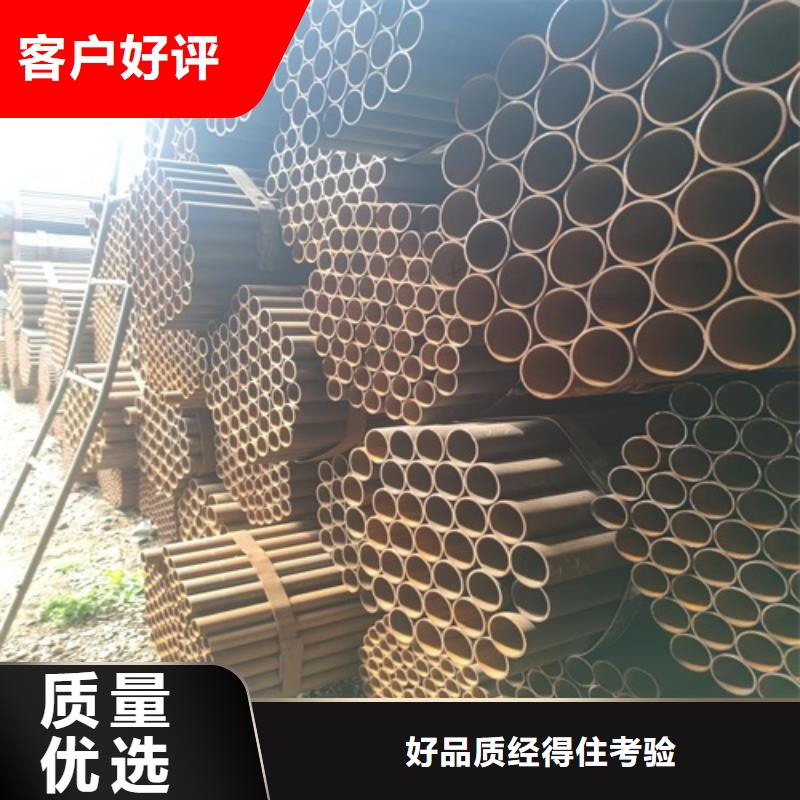
鹏鑫钢铁(内江市分公司)拥有完善、配套的生产设备,经验丰富的专业技术人才和生产操作规程,形成了自主设计、不断创新,规模生产的现代企业科技平台,企业生产经营的 无缝钢管产品,严格按照标准及行业标准生产,产品经相关省市质量监督检验院检测,各项指标均为合格。
鹏鑫钢铁(内江市分公司)以”品种齐全,价格优惠,诚信经营,服务至上,质量保证”的生产经营理念,竭诚为广大客户服务。