

文字只能描述,而视频却能生动展现!点击播放我们的绗磨油缸管现货产品视频,让视觉盛宴为您揭示产品的无限可能。
以下是:绗磨油缸管现货的图文介绍

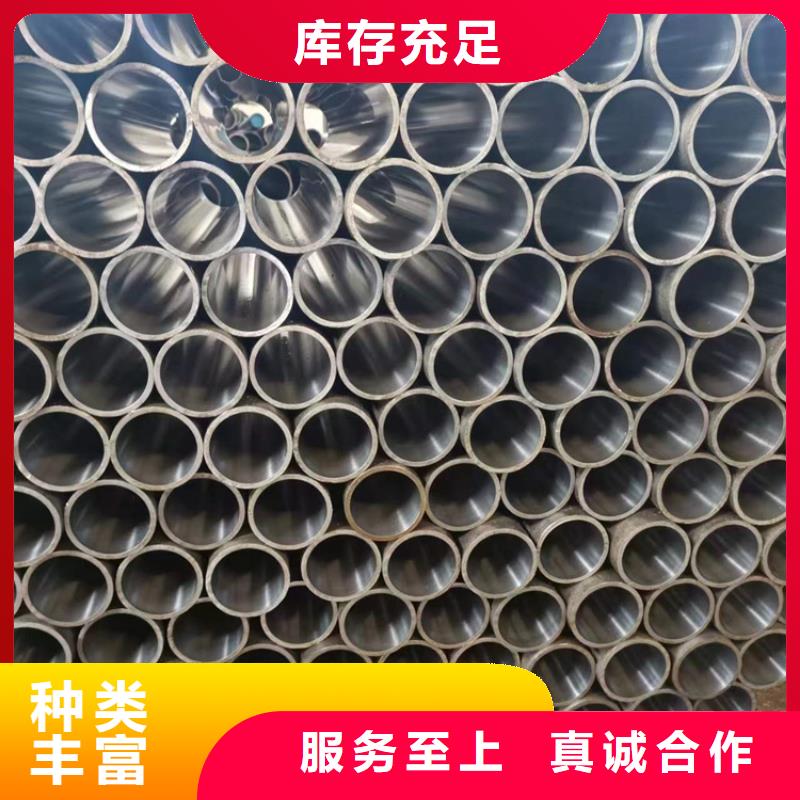
绗磨管生产厂家
液压机械(黔南市分公司)
品质过硬做工细致


绗磨管生产厂家的详细介绍
高性价比价格实在

液压机械(黔南市分公司)现有初中高级专业技术人员123人,经济实力雄厚,技术力量强大,主要生产 绗磨管生产厂家, 绗磨管生产厂家产品畅销全国二十多个省、市、自治区,并出口东南亚。企业已通过ISO9001质量管理体系认证。本厂以诚信为本,以良好的 绗磨管生产厂家产品质量和完善的售后服务,赢得了广大用户的赞誉。








珩磨管油缸管绗磨管选择合适的珩磨管淬火冷却方法 一般说,珩磨管淬火裂纹产生在珩磨管淬火硬化部分。为了实现珩磨管淬火硬化,必须从奥氏体化温度以大于临界冷却速度进行急冷。热应力和相变应力之和是正值(拉应力)还是负值(压应力),决定了珩磨管淬火裂纹是否发生。为正值易裂,为负值则不易裂。为了防止淬裂,应充分有效地利用热应力,减少相变应力。冷却速度与淬裂的关系(1)预冷珩磨管淬火:把工件自奥氏体化温度取出,先行在空气中预冷一段时间,使各部分温差减小,或在技术条件允许的情况下,令其薄的截面处或棱角处产生部分非马氏体组织,然后再进行全部珩磨管淬火。(2)双液珩磨管淬火:双液珩磨管淬火从单纯防止珩磨管淬火裂纹的观点出发,关键是第二级珩磨管淬火介质的缓冷作用。先强冷后弱冷,如水-油、水-空、油-空气等。珩磨管



