



以下的09CRCUSB钢板质量保证视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。几十秒就能了解产品魅力。
以下是:09CRCUSB钢板质量保证的图文介绍
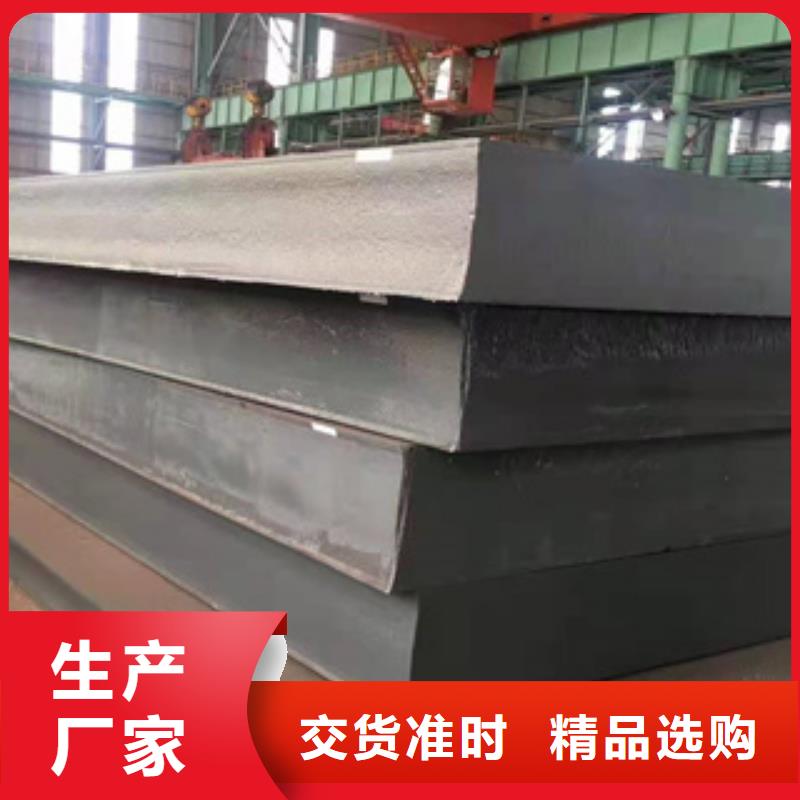
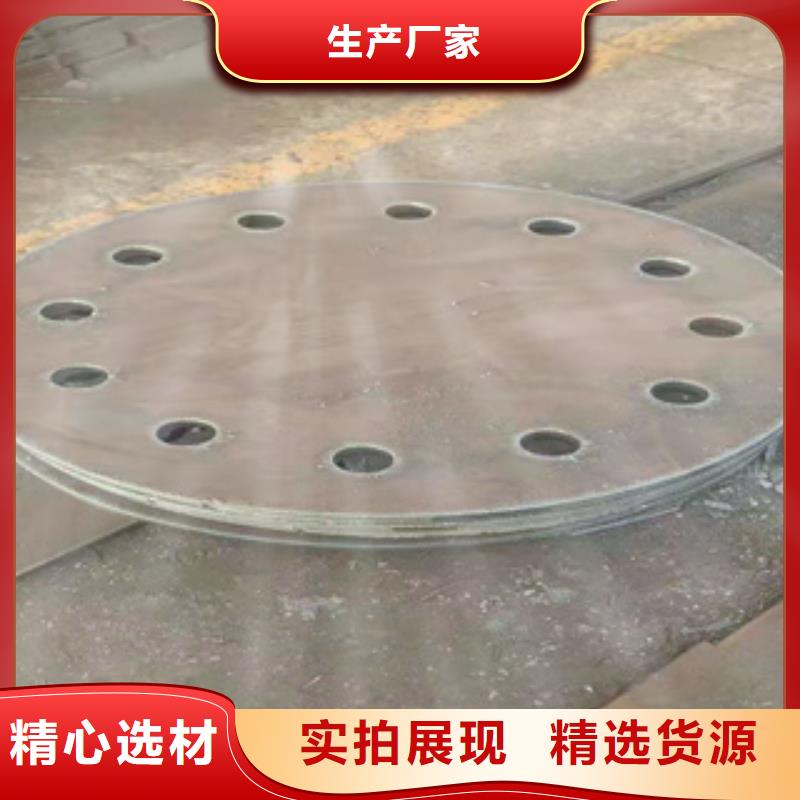
产品特点图

在拉深过程中,当金属受力流动时,金属材料和模具表面的凸出点所承受的压力,应力较集中,由于被拉深材料的塑性流动导致局部,致使它们瞬时焊合在一起,加上切向力的作用,使材料撕裂而粘附在模具表面,形成凹凸不平的伤痕,粘接成瘤。 高速拉延时,工作表面温度可达400~500℃。失效形式:耐磨衬板经常因为尺寸磨损和表面产生沟槽而失效。若继续拉深,将会使制件的表面粗糙度增大,严重时将无法继续工作。性能要求:具有高硬度和耐磨性以及一定的热性。 在模具材料选定之后,碳化铬耐磨板的锻造和热处理就是影响模具使用寿命的主要工艺因素。为满足冷作模具的性能要求,理想的金相组织应该是在高硬度、高韧性的基体上均匀分布着圆形细颗粒状的硬质相。要做到这一点,就必须采用合理的锻造和热处理工艺。 由于碳化铬耐磨板一般都是高合金钢板,钢板中的含碳量比较高,在耐磨板的冶炼和热加工过程中存在大量的碳化物、甚至共晶碳化物,会严重影响到碳化铬耐磨板的性能和使用寿命。锻造对于冷作碳化铬耐磨板的组织影响,主要是模具材料的致密度和均匀性,以及形成合理的流向分布。

适用范围


现我厂 无缝方矩管产品覆盖全国二十六个省、市、区,与全国多家大型、特大型企业建立了长期的友好合作伙伴关系。 鑫邦源特钢(庆阳市分公司)建立和健全了质量管理体系,严格过程控制,完善了售后服务。用户满意是公司人的追求。质优价廉,诚信广交天下友。




为什么选择我们

埋弧焊接双金属耐磨板的缺陷及产生的原因:点:表面不均匀双金属耐磨板在做埋弧焊接当中,首先会出现的是宽度的不均匀,这种现象出现的原因一般都是在操作焊接当中速度上没有跟上,其次在做焊接当中,送丝的速度。 第二点:焊接余度大再有就是余度大,这种余度大产生的原因是在焊接当中电流过大或者电压低的原因,再有就是在焊接当中倾角度比较大,在运用焊丝焊接当中位置的不当,这种缺陷处理的办法,首先在焊接当中要调节焊接电流和电压,同时还要调节好位置和倾角。 第三点:焊接累积对于焊瘤这种缺陷,其实产生的终原因是在焊接双金属耐磨板当中焊接的速度很快,而且在焊接的角度上压力过大,同时在焊接的位置上处理不当造成的,而这种处理办法,一般还是要先调节好电压和焊接的速度,同时要注意焊接所出丝的速度。 第四点:焊接气孔在焊接当中出现气孔,对于埋弧焊也是常有的事情,那么双金属耐磨板的表面出现气孔的真正原因是,在焊接街头的表面灰尘较大,在处理焊丝当中没有用的焊丝,电压电弧过高的现象,运用第三方辅助焊。

