


我们的视频却能以直观、生动的方式,让您感受到产品的独特之处。观看视频,让五轴编程培训,小班讲课自己向您展示它的卓越品质和出色性能。
以下是:五轴编程培训,小班讲课的图文介绍
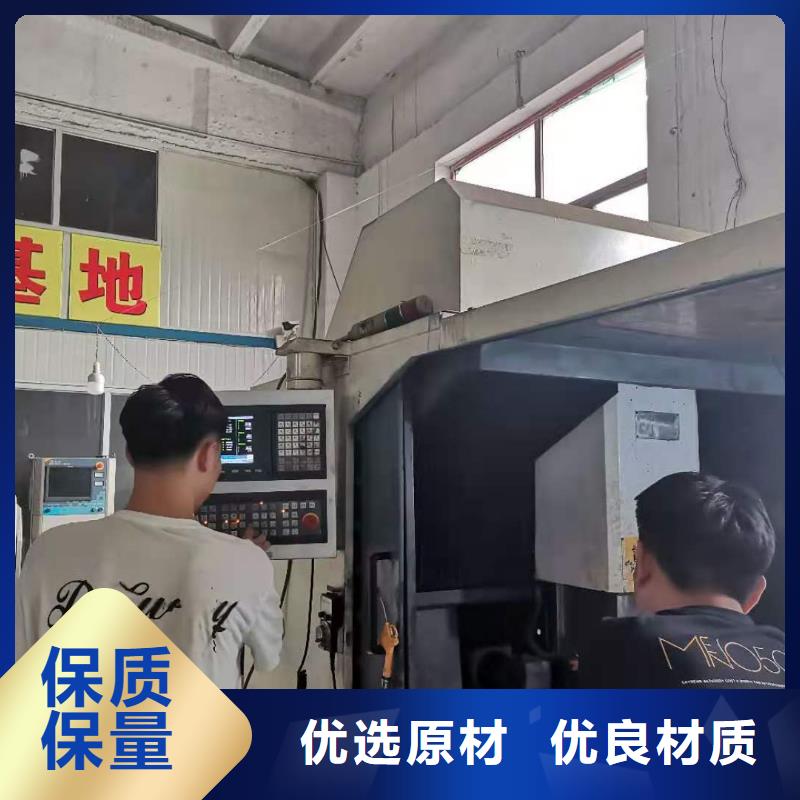
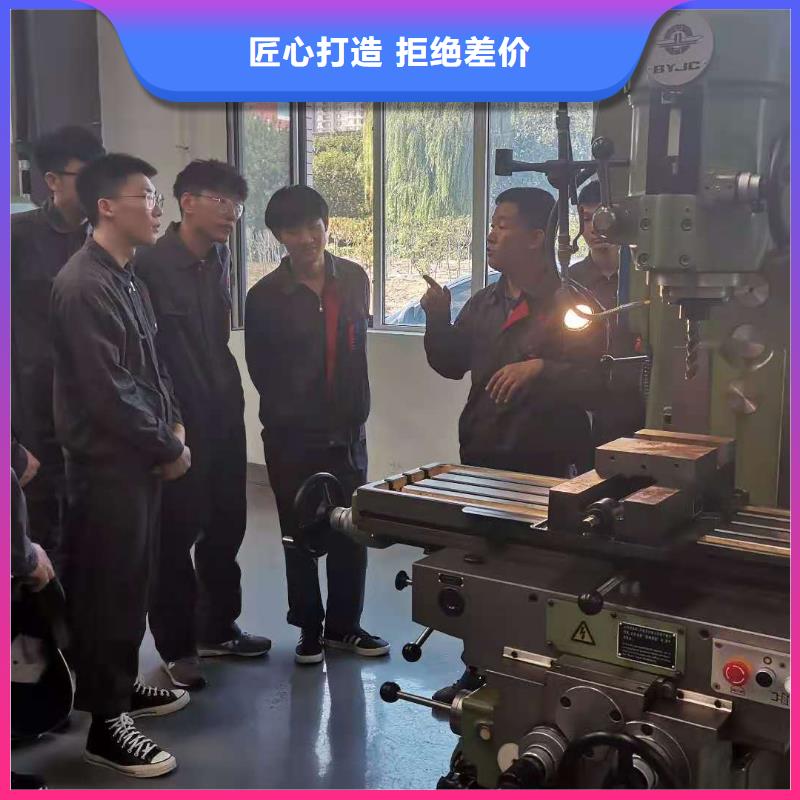
河北德玛数控编程培训学校整理数控铣床是在一般铣床的基础上发展起来的一种自动加工设备,两者的加工工艺基本相同,结构也有些相似。数控铣床有分为不带刀库和带刀库两大类。其中带刀库的数控铣床又称为加工中心。加工中心编程培训形式加工中心编程课程体系加工中心编程操作基本事项1、进入车间实习时,要穿好工作服,大袖口要扎紧,衬衫要系入裤内。女同学要戴帽,并将发辫纳入帽内。不得穿凉鞋、拖鞋、高跟鞋、背心、裙子和戴围巾进入车间。注意:不允许戴手套操作机床;2、注意不要移动或损坏安装在机床上的警告标牌;3、注意不要在机床周围放置障碍物,工作空间应足够大;4、某一项工作如需要俩人或多人共同完成时,应注意相互间的协调一致;5、不允许采用压缩空气清洗机床、电气柜及NC单元;6、应在指定的机床和计算机上进行实习。未经允许,其它机床设备、工具或电器开关等均不得乱动。加工中心编程现状前景


河北德玛数控编程培训整理加工中心的手工编程,你都会编吗?不会的往下看2022-04-09 19:18·数控编程木子(一):程序详解、辅助准备功能字、坐标系1. 类型? 普铣→图纸→机床→生产→产品? 加工中心→图纸→程序→机床→生产→产品? 区别:加工中心多了一个刀库,可以用自动换刀装置进行换刀2. 程序详解3. 程序名:O+数字构成,1~9999这个区间组成的。同时8000~8999,9000~9999这两个区间的程序名,可以防止误删,可以设置密码,起到保护程序的作用4. 程序段号:N+数字 1~9999 代表程序段,每一行的行号,方便用宏程序进行跳转到某一行5. 准备功能字:G+数字,也称G代码6. 辅助功能字:M+数字构成的① 其中控制主轴转向的:? M03 主轴正传 M04 主轴反转 M19定向停止:一般在精镗刀中使用? M05主轴停止(随机停止,不固定哪个位置)② 控制冷却功能的辅助代码:? M7 气冷 M8水冷 M9关闭冷却? 气冷:一般用在热变形容易产生的工件及水冷照顾不到位的地方,热量主要集中在切屑碎片中或者铁屑中③ M代码不能与M代码同时出现在同一行:例如,M3 M8可以写成M13同时开启冷却液和主轴转速④ 暂停程序:? M00简为M0:暂停程序,出现在程序中,扫描到这个周期,程序会自动暂停,按下启动键,程序才会自动往下运行? M01简写为M1:暂停程序,需要与机床的暂停按钮搭配使用,出现在程序中,扫描到这个周期,程序会自动暂停,按下启动键,程序才会自动往下运行⑤ 子程序:? M98调用子程序 M99子程序返回⑥.其他参数:? M29刚性攻丝 M6换刀与M3配套使用的? T刀具号字+数字? S主轴转速 mm/每分钟 G94 (加工中心默认) 刀具动mm/转 G95(车床默认) 工件动1. 坐标系加工中心的手工编程,你都会编吗?不会的往下看G90:坐标系,以O为原点利用直角坐标法进行写点G91:增量坐标系,以上一个点,作为O点利用直角坐标法进行写点2. C角与R角的区分加工中心的手工编程,你都会编吗?不会的往下看3. G代码含义及简单练习① G代码含义:? G0:快速移动 G1:慢速移动 都是直线插补? G2:顺时针圆弧 G3逆时针圆弧? G90/G91 G2/G3 X Y Z R/ I J K加工中心的手工编程,你都会编吗?不会的往下看② R与I J K的区别(指的是度数)? 0 360 R禁止使用(只能使用 I J K模式)加工中心的手工编程,你都会编吗?不会的往下看③ 圆弧的小练习加工中心的手工编程,你都会编吗?不会的往下看? 坐标G90练习G→E: G3 X0 Y-50 R50/ I0 J-50A→B顺:G2 X150 Y0 R50/ I0 J-50C→D逆:G3 X50 Y0 R-50/I0 J50B→B顺:G2 X150 Y0 I-50 J0 此处R不可用,因为超过了360度,只能用I J K模式



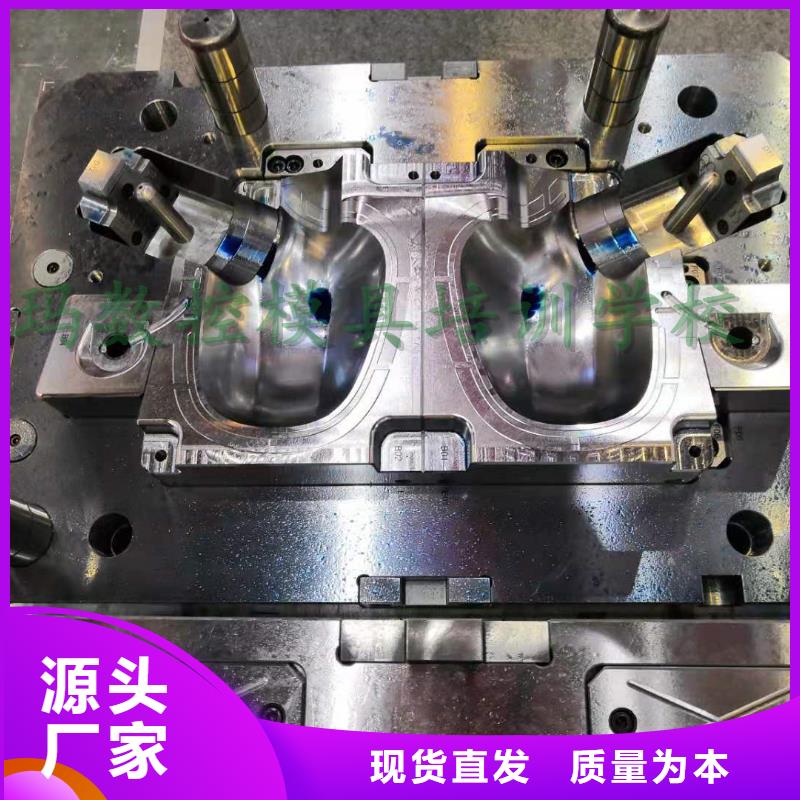
河北德玛数控编程培训学校整理首先,常用的G代码,M代码都要懂得。 其次,关于常用的钻孔固定循环格式要知道。 G81钻孔加工循环指令格式为:G98G81X__Y__Z__R__F__(X,Y为孔的位置、Z为孔的SHEGNDU,F为进给速度,R为参考平面的高度) G83钻孔加工循环指令格式为:G98G83X__Y__Z__R__Q__F__(Q为深孔钻每一次的钻深,其他和G81一样) G84右螺纹加工循环指令格式为:G98G84X__Y__Z__R__F__编程时要求根据主轴转速计算进给速度,进给速度F=主轴转速螺纹螺距,其余各参数的意义同G81。使用G84攻螺纹进给时主轴正转,退出时主轴反转。与钻孔加工不同的是攻螺纹结束后的返回过程不是快速运动,而是以进给速度反转退出。 G76镗孔加工循环指令格式为:G98G76X__Y__Z__R__P__Q__F__G76在孔底有三个动作:进给暂停、主轴准停(定向停止)、DAOJU沿刀尖的反向偏移Q值,然后快速退出。这样保证DAOJU不划伤孔的表面。P为暂停时间(ms),Q为偏移值。 举几个例子 钻孔 M6T1(点孔) G0G90G54X0.Y0.M3S1200 G43H1Z50.M8 G98G81Z-2.R2.F80. G80 M5 G91G28Z0.M9 G28Y0. M01 M6T2(钻孔) G0G90G54X0.Y0.M3S800 G43H2Z50.M8 G98G83Z-20.R2.Q2.F80. G80 M5 G91G28Z0.M9 G28Y0. M30 铣孔 G0G90G54X0.Y0.M3S1200 G43H1Z50.M8 G0Z5. G1Z-10.F100. G41D1X52.5 G3I-52.5 G1G40X0.Y0. G0Z5. Z50. M5 G91G28Z0.M9 G28Y0. M30. 移动坐标原点 G0G90G10P0L2X30.Y-20. G0G90G54X0Y0M3S500 G43H1Z50.M8 Z5. G1Z2.F1000. Z-10.F30. G41D1X8.5 G3I-8.5 G40G1X0Y0 G0Z50. G0G90G10P0L2X0.Y0. M5 G91G28Z0.M9 G28Y0.


数控编程培训是数控加工准备阶段的主要内容之一,通常包括分析零件图样,确定加工工艺过程;计算走刀轨迹,得出刀位数据;编写数控加工程序;制作控制介质;校对程序及首件试切。有手工编程和自动编程两种方法。总之,它是从零件图纸到获得数控加工程序的全过程。手工编程是指编程的各个阶段均由人工完成。利用一般的计算工具,通过各种三角函数计算方式,人工进行刀具轨迹的运算,并进行指令编制。这种方式比较简单,很容易掌握,适应性较大。使用于非模具加工的零件。



秦皇岛德玛科技信息有限公司拥有一批高素质的技术管理队伍以及【数控培训】完整的制造工艺,为客户打造出,节能,稳定,美观,实用的【数控培训】。高品质(秦皇岛德玛科技信息有限公司家通过ISO9001质量体系,完善的售后回访制度,严格把关每一个细节,做到每个【数控培训】都在优化改进)高技术(秦皇岛德玛科技信息有限公司坚持每年拿销售收入百分之十投入作为研发费用,与行业领头企业建立技术交流通道,不断吸收消化国际先进的【数控培训】技术)效率高(秦皇岛德玛科技信息有限公司拥有十余台【数控培训】精加工设备,还有十余名行业技术人员,保证用短时间为客户做出质量好的【数控培训】产品)

