




别再等待了,仅仅一分钟,就能通过我们的防撞护栏 设计产品视频探索到无数令人心动的细节和亮点。
以下是:防撞护栏 设计的图文介绍



不锈钢复合管护栏的底层与复层接壤处的焊接属异种钢焊接,其焊接性主要取决于复层和底层的物理性能、化学性能、接头方式及填充金属品种,常发作高温结晶裂纹、推延裂纹和脆化问题。焊接的方法有:焊条电弧焊、埋弧焊、CO2气体维护焊等。焊前准备,不锈钢复合管护栏的切开,普通总厚在12mm以下时,选用机械剪切合冷冲压加工等方,加工时复层有必要向下底层向上,不能损伤复层表面和分离处;在底层和复层都较厚的状况下,可选用等离子切开(从复层侧开端切开)和氧-乙炔火焰切开(从基体侧开端,氧压和割速要比同厚的碳钢板小,但割嘴稍大些)。



但是,由于其压痕小,故硬度值不如布氏法准确。维氏硬度不锈钢复合管复合管维氏硬度试验也是一种压痕试验方法,可于测定很薄金属材料和表面层硬度。它具有布氏、洛氏法主要优点,而克服了它们基本缺点,但不如洛氏法简便,维氏法在钢管标准中很少。 作为节能和绿色新材料,不锈钢复合管于2002年被列入中国社会调查研究所特别产品,2003年初,不锈钢复合管标准GB/t18704-2002正式颁布,从此,不锈钢复合管从材料选择、工艺方法、质量校验、市场等各方面,都有了一套严格管理规范。 不锈钢双金属复合管介绍:将不锈钢和碳素结构钢两种金属材料,采高科技无胶压力同步复合,不仅显著改善普通钢管表面缺陷和实性能,而且兼具不锈钢良好抗腐蚀性和卓越美观华丽外表,使装饰和负荷完美结合。由于集中体现了豪华、美观、质坚、价廉等一系列突优点,不锈钢复合管问世几年来,已广泛于市政建设、机械构建、现家具、装饰装潢、体育医护等众多领域,成为装饰-结构两新材料。 不锈钢复合管复合管是国内起点高、管理好、技术强、设备优专业不锈钢复合管复合管生产单位,产品已,于国外大项目、工程。经营不锈钢复合管材料,且材料已广泛于石、家电器、电子、餐具和厨房设备、器械和机械、精密金制造等行业几年来在激励市场竞争中不断发展壮大。 不锈钢复合管复合管管端形状不锈钢复合管复合管根据管端状态可分为光管和车丝管(带螺纹钢管)。不锈钢复合管复合管途分类按途可分为井管(套管、管及钻杆等)、管线管、锅炉管、机械结构管、液压支柱管、气瓶管、地质管、管(高压化肥管、石裂化管)和船舶管等。


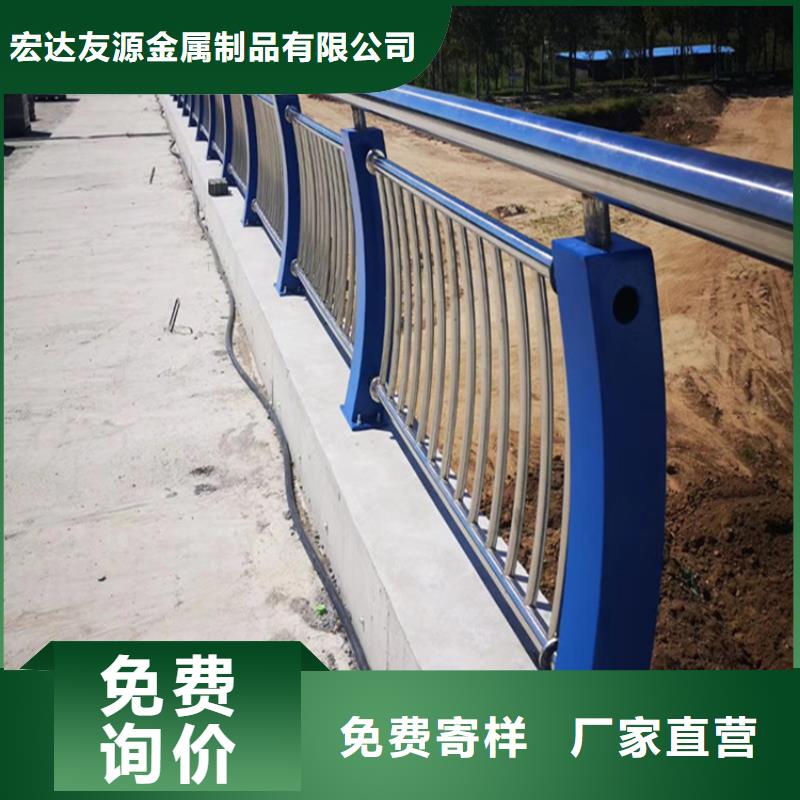
宏达友源金属制品(钦州市分公司)致力于 不锈钢护栏、碳素钢复合管栏杆厂家、不锈钢复合管护栏、201不锈钢复合管栏杆的研发,生产及销售服务,公司主营 不锈钢护栏、碳素钢复合管栏杆厂家、不锈钢复合管护栏、201不锈钢复合管栏杆等。公司汇集了的专业技术人才和销售团队,为终端客户提供技术咨询与合作。公司坚持:顾客至上,诚信经营“的宗旨,把产品质量视为企业的生命,不断研发新的产品,使产品质量不断提高的同时为客户降低成本,提高客户产品的竞争力。公司愿与国内外新老朋友携手合作,建立稳定的伙伴关系,共创价值,共创美好的未来!




不锈钢复合管护栏焊接要领1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜,焊丝用Ф0.8~Ф1.2㎜,牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min。焊接时要保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm2.将对焊处两端磨坡口,为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。。3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。4.复合管焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层不锈钢壁厚在0.3~0.6㎜左右,应注意不要过份打磨,否则很容易将不锈钢表层磨破露出钢管,这样就需要修补,加大了工作量.可在施工前先切一小段试焊,熟悉一下,一般能焊纯不锈钢薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。