



图文介绍虽好,但视频更能展现绗磨管产品的全貌。我们为您准备了详细的产品视频,点击观看,让产品介绍更加生动直观。
以下是:绗磨管的图文介绍


液压机械(衢州市分公司)是专业从事 绗磨管生产厂家生产的企业。我公司各种设备齐全,技术力量雄厚,产品主要有: 绗磨管生产厂家系列等。我厂具有研发高新精产品和批量生产的优越条件及强大优势,能满足用户的各种需求。公司自创建以来,本着诚实信用原则,与多家客户建立了长期的合作关系,现在我公司正进一步加强员工技术培训,提高的技术水平,把高科技注入产品,争取产品更优质,更实惠。 我厂已有开发研制各类 绗磨管生产厂家的多年专业历史,经验丰富,具有研发高新精产品和批量生产的优越条件及强大优势,能满足用户的各种需求。公司有丰富的制造经验和雄厚的技术力量,检测手段完善、品种规格齐全、质量稳定可靠。公司自创建以来,产品销售至全国各地,深受新老客户的青眯。总经理携全体员工热忱欢迎国内外客户的到来,真诚合作、共图发展!




珩磨管油缸管绗磨管珩磨管淬火冷却的影响在珩磨管淬火冷却时,在两个温度范围内必须注意控制冷却速度。其中一个区域是为了完全珩磨管淬火硬化而需要快冷的临界区域,为了使零件淬硬,在临界区应当急冷。另一个区域是容易产生珩磨管淬火裂纹的低温区,在MS点温度以下,在这个温度区间发生奥氏体向马氏体的转变,体积膨胀,产生第二类畸变、第二类应力及宏观热处理应力,可能导致珩磨管淬火裂纹,因此称危险区。在危险区应当尽量慢冷,以缓和珩磨管淬火内应力。珩磨管淬火临界区和危险区示意图 珩磨管淬火后加工处理零部件珩磨管淬火后多进行加工处理。按加工处理的性质可分为热加工、机械加工和化学加工三类,以及它们的综合应用。淬后加工处理导致形成裂纹的过程是一个珩磨管淬火宏观、微观内应力和显微裂纹与淬后加工过程中出现的负荷应力或内应力之间发生相互作用的过程。滚压管



珩磨管油缸管绗磨管相关参数:
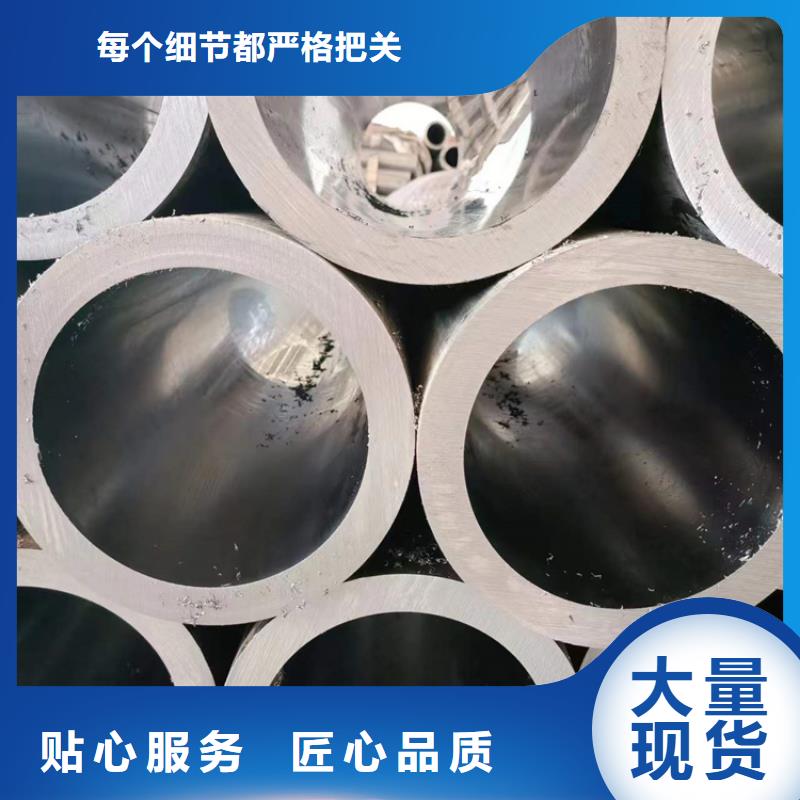
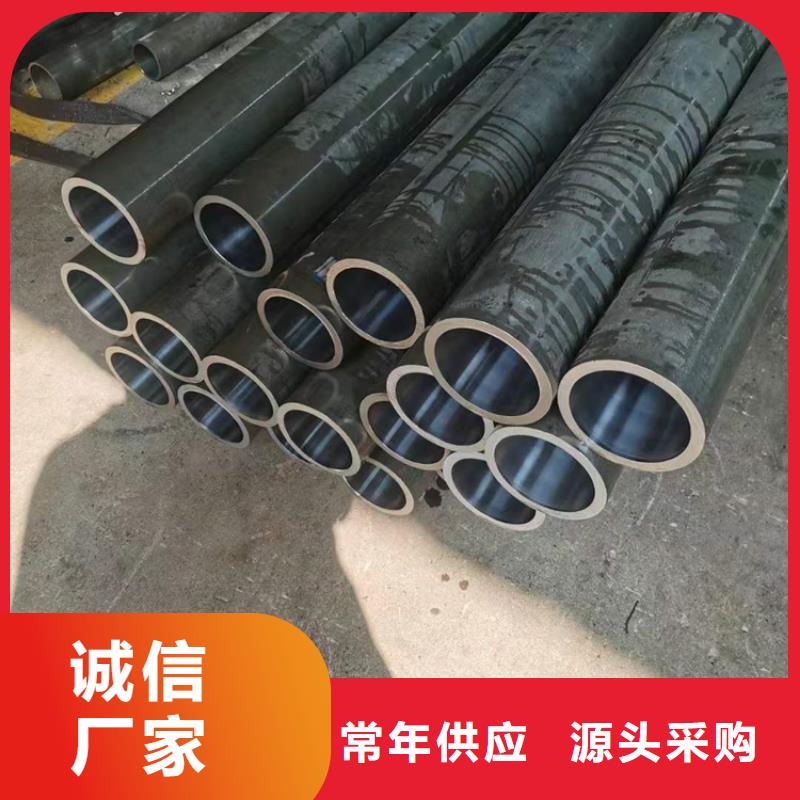
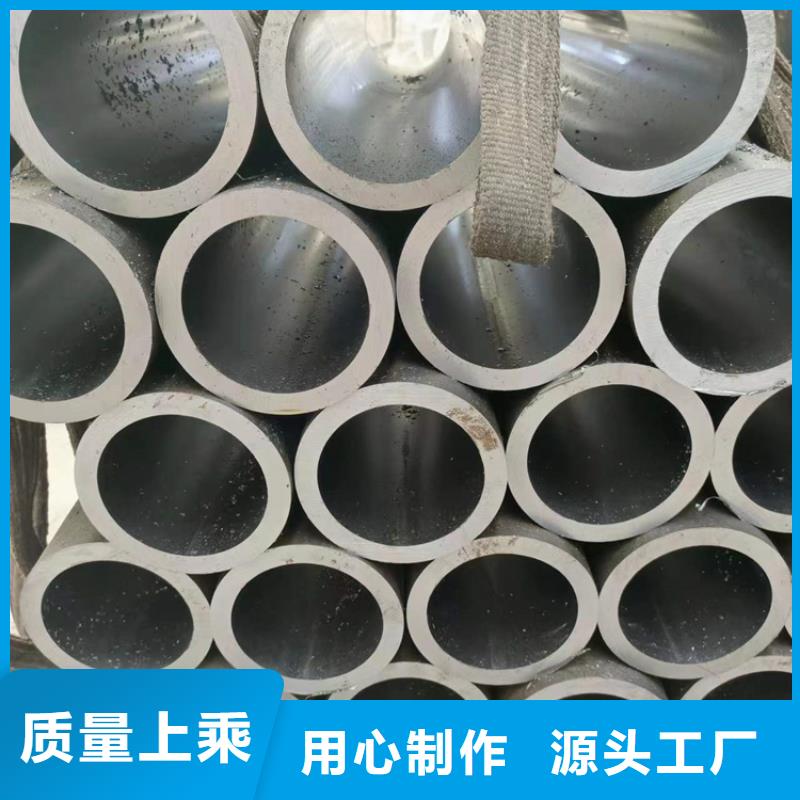
可生产规格内径≥20mm,单支长度12米以内,直线度0.2~0.5mm/m,内径公差≤0.1mm,内孔粗糙度0.2~1.6μm。
珩磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。
珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。
近年来应用塑料(金刚砂)混合压制成的珩磨工,根据不同用途可压制各种形状,使珩磨不仅能用于加工内孔,并能加工外圆、平面、球面及各种特形表面,如外圆表面化的珩磨工具为柱形珩轮,齿轮的珩磨工具为磨料齿轮。
滚压管

