
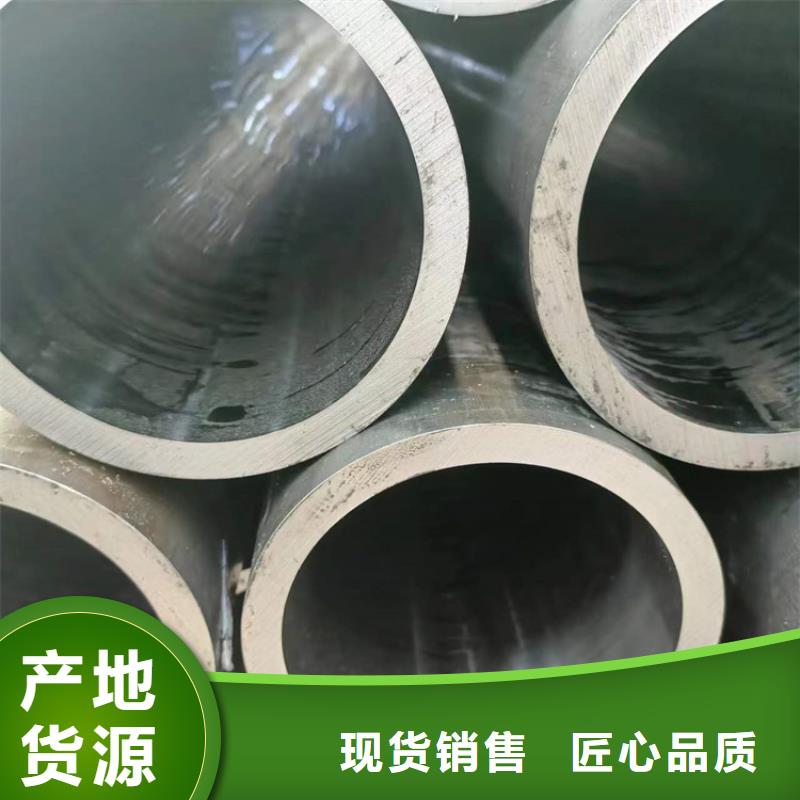


简约不浮华,不简单实用。我们的岚山珩磨油缸筒光洁度产品视频用直观的方式展现产品的实用性和价值。
以下是:岚山珩磨油缸筒光洁度的图文介绍
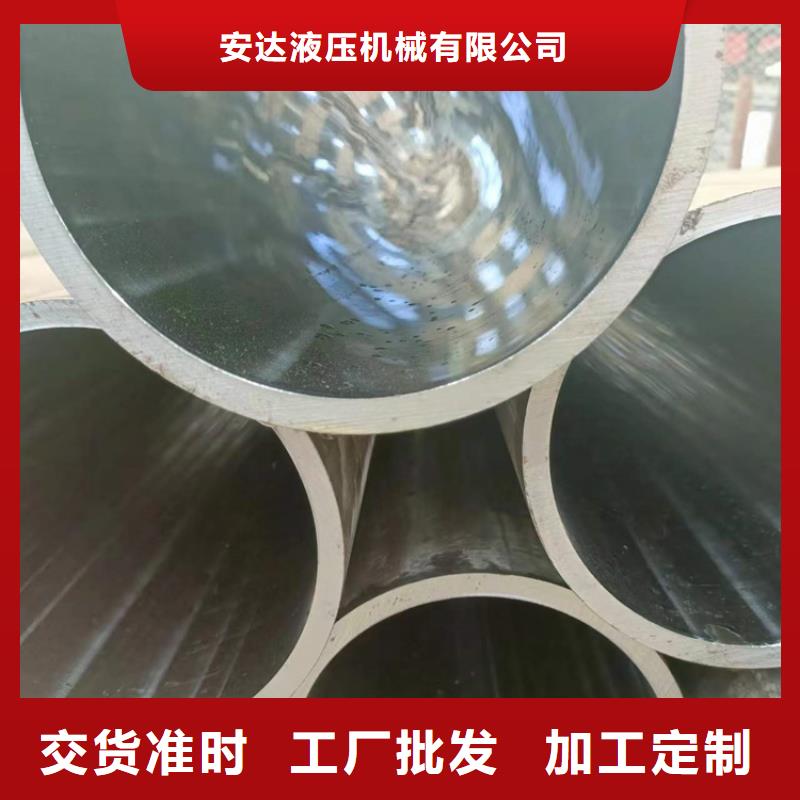
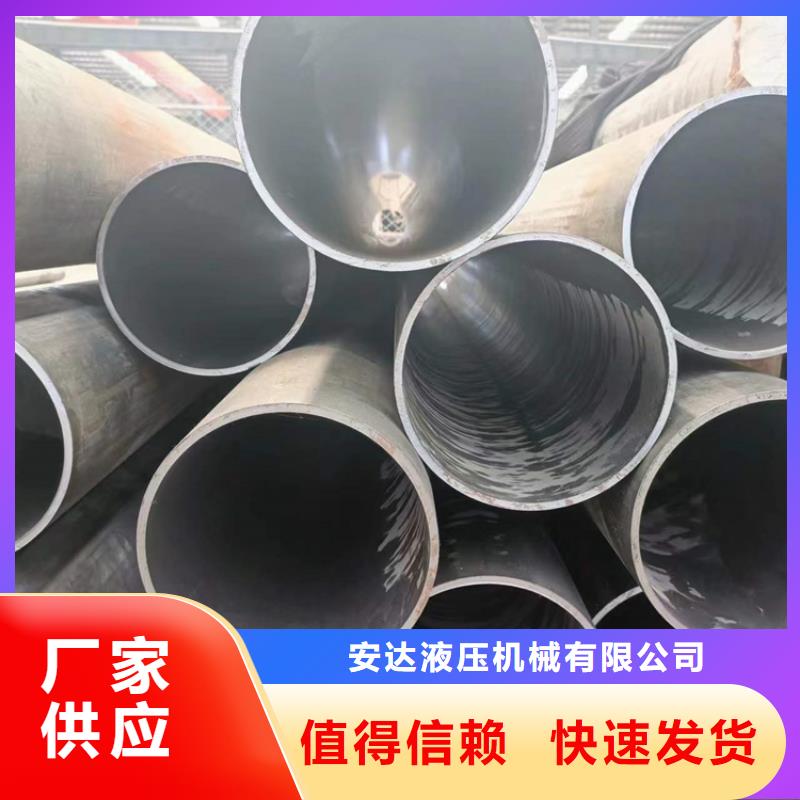
液压机械有限公司(日照分公司)秉承一贯的“精益求精、客户至上”的宗旨,坚持引进消化国内外先进技术、紧密结合用户的需求,研发自有 绗磨管生产厂家产品,打造自有品牌,以严格、科学的管理,经营好研发、生产及销售的每个环节,发扬工匠精神,做好每一款 绗磨管生产厂家产品,在 绗磨管生产厂家的道路上越走越远!




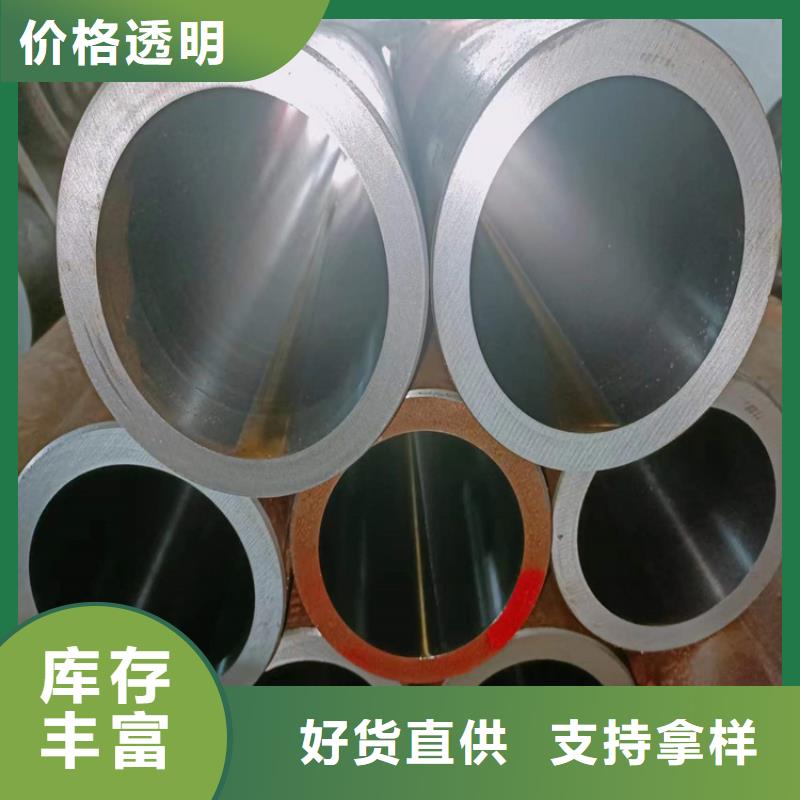
2企业旺旺珩磨管绗磨管油缸管.铸件白口的高温石墨化退火铸件冷却时,绗磨管表层及薄截面处,往往产生白口。白口组织硬而脆、加工性能差、易剥落。因此必须采用退火(或正火)的方法白口组织。退火工艺为:加热到550-950℃保温2~5 h,随后炉冷到500-550℃再出炉空冷。在高温保温期间 ,游高渗碳体和共晶渗碳体分解为石墨和A,在随后护冷过程中二次渗碳体和共析渗碳体也分解,发生石墨化过程。由于渗碳体的分解,导致硬度下降,从而提高了切削加工性。3.球铁的正火球铁正火的目的是为了获得珠光体基体组织,并细化晶粒,均匀组织,以提高铸件的机械性能。有时正火也是球铁表面淬火在组织上的准备、正火分高温正火和低温正火。高温正火温度一般不超过950~980℃,低温正火一般加热到共折温度区间820~860℃。正火之后一般还需进行四人处理,以正火时产生的内应力



企业旺旺珩磨管绗磨管油缸管小口径绗磨管磨管尺寸偏差的计算方法1.小口径珩磨管检查台作用在成品检查台上,对称品合金钢管要逐支进行管径、壁厚的测量,精密管,同时进行内外表面质量的检查。2.小口径珩磨管尺寸偏差的计算方法—小口径珩磨管外径偏差的计算正偏差=(D 大-D 公)/D 公×100%负偏差=(D 小-D 公)/D 公×100%外径公差范围=正偏差+负偏差3.小口径珩磨管壁厚偏差计算正偏差(+△S)= S max ? S公 ×100% S公 S max ? S公 S公 ×100%负偏差(-△S)= 壁厚公差范围=正偏差+负偏差


