





不要满足于简单的文字描述,点击我们的热镀锌管批发零售产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。
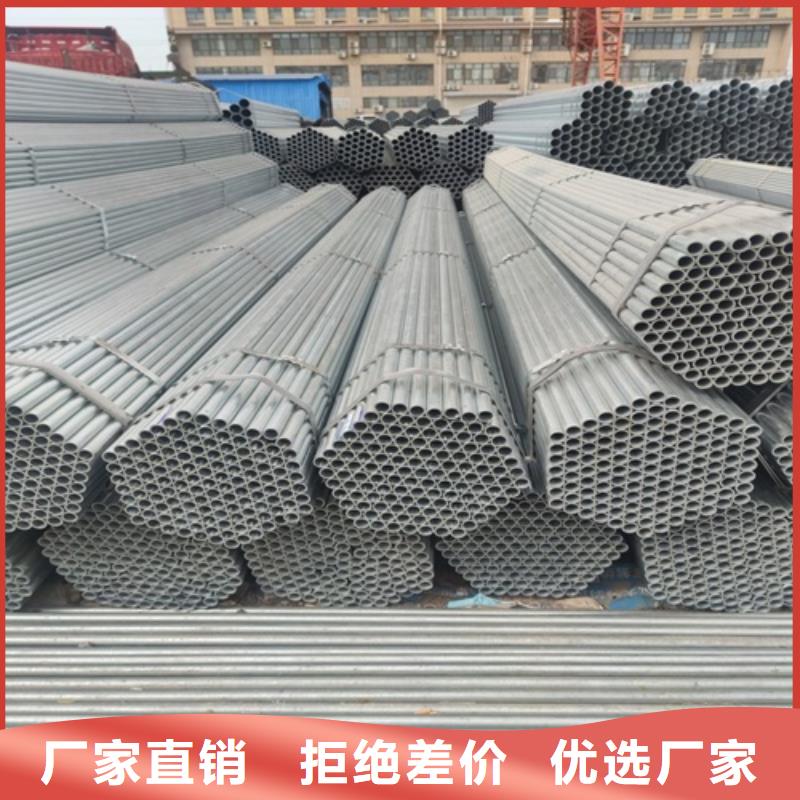
以下是:热镀锌管批发零售的图文介绍

镀锌管符合标准及达标技术要求 1、牌号和化学成分 镀锌钢管用钢的牌号和化学成分应符合GB 3092所规定的黑管用钢的牌号和化学成分。 2、制造方法 黑管的制造方法由制造厂选择。镀锌采用热浸镀锌法。 3、螺纹及管接头 3.1 带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。螺纹应符合YB 822的规定。 3.2 钢制管接头应符合YB 238的规定;可锻铸铁管接头应符合YB 230的规定。 4、力学性能钢管镀锌前的力学性能应符合GB 3092的规定。 5、镀锌层的均匀性镀锌钢管应作镀锌层均匀性的试验。钢管试样在硫酸铜溶液中连续浸渍5次不得变红。 6、冷弯曲试验公称口径不大于50mm的镀锌钢管应作冷弯曲试验。弯曲角度为90°,弯曲半径为外径的8倍。试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。试验后,试样上不应有裂缝及锌层剥落同象。


镀锌钢管焊接时的措施: 首先就是人, 人的因素是施焊的控制重点。因此,在施焊前,应选择技术熟练、持有焊工证的焊工,进行必要的技术培训、交底。并不得随意更换,保证施焊该管道焊工人员相对稳定。 其二是焊材的控制,保证采购的是正规渠道的焊材,有质保书、合格证,符合工艺要求;焊条头回收控制严格,以保证流向、用量;焊材要严格按工艺烘烤,并一次发放不超过半天用量。 第三就是 焊机,焊机须保证性能可靠、符合工艺需要;焊机必须有检定合格的电流、电压表,以保证焊接工艺的正确实施。焊接电缆不能过长,较长时要调整焊接参数。 第四是焊接工艺方法,保证镀锌管特殊操作方法的严格实施,焊接工艺进行焊前坡口检查,施焊工艺参数、操作手法控制,焊后外观质量检查,必要时增加焊后无损检测。控制焊接层次、每道口的焊材用量。 第五就是焊接环境控制,保证施焊时的温度、湿度、风速符合工艺要求。



镀锌管,又称镀锌钢管,分热镀锌和电镀锌两种,热镀锌镀锌层厚,具有镀层均匀,附着力强,使用寿命长等优点。电镀锌成本低,表面不是很光滑,其本身的耐腐蚀性比热镀锌管差很多。为提高钢管的耐腐蚀性能,对一般钢管进行镀锌。镀锌钢管分热镀锌和电镀锌两种,热镀锌镀锌层厚,电镀锌成本低,表面不是很光滑。吹氧焊管:用作炼钢吹氧用管,一般用小口径的焊接钢管,为了防腐蚀,有的要进行有效渗铝处理。 为提高钢管的耐腐蚀性能,对一般钢管进行镀锌。镀锌钢管分热镀锌和电镀锌两种,热镀锌镀锌层厚,电镀锌成本低,表面不是很光滑。吹氧焊管:用作炼钢吹氧用管,一般用小口径的焊接钢管,规格由3/8-2寸八种。用08、10、15、20或者195-Q235的钢带制作成的,为了防腐蚀,有的要进行有效渗铝处理。老房子大部分是用的都是镀锌管,现在煤气、暖气用的那种铁管也是镀锌管,镀锌管作为水管,使用几年后,管内产生大量锈垢,流出的黄水不仅污染洁具,而且夹杂着不光滑内壁滋生的细菌,锈蚀造成水中重金属含量过高,严重危害人体的。

多年来,鹏鑫钢铁有限公司(遂宁分公司)始终致力于新 无缝钢管产品的开发和新技术的应用,不断更新设备,引进各方面的人才,现已成为 无缝钢管行业中的骨干企业之一。
公司以其可靠的质量、优良的服务和诚实守信的发展战略,赢得了广大用户的青睐。公司秉承“以诚相待、以信相交、互惠互利、共同发展”的经营理念,“以客户为中心、以市场为导向、以质量求生存”的企业宗旨,不断吸收国内外先进技术,在实践中完善自己,不断向社会推出质量可靠的 无缝钢管,期待与新老朋友共谋发展,共创大业!



