





想了解我们的dn100消防球墨铸铁管直供厂家产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。
以下是:dn100消防球墨铸铁管直供厂家的图文介绍

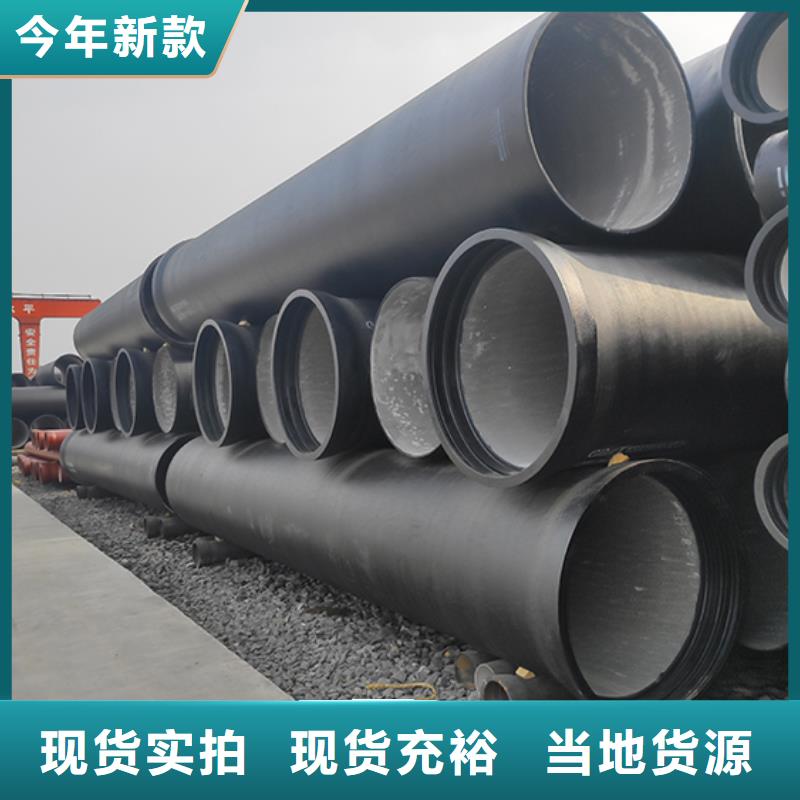
球墨铸铁管的质量控制与生产工艺是密切相关的,本文就这方面介绍一下。精选原材料球墨铸铁管的质量同原材料-生铁的成分密切相关。我们精选低磷低硫的生铁,并对每批原材料进行检测,确保碳、磷和硫等元素的含量符合要求。铁水球化铁水中加入球化剂进行球化处理,调整成份以达到工艺要求。铁水质量控制在铁水制备过程中每一环节都要对成分和温度进行严格的控制。每一炉铁水都要经过成份分析,使铁水完全符合离心浇铸的要求。离心浇铸采用水冷金属型工艺和离心机进行浇铸。冲天炉的铁水经电炉升温和球化处理后被连续地浇进高速旋转的管模中,并通过水冷却使铁水凝固形成球墨铸铁管。品质控制浇铸好的球墨铸铁管立刻进行铸造缺陷的表面检测,确保离心浇铸出的球墨铸铁管的质量。退火处理合格的球墨铸铁管随后进入退火炉,经过充分的退火以获得球墨铸铁所需要的金相组织结构。性能检测退火后的球墨铸铁管立刻进行外观检验、硬度试验、金相试验和拉力试验,不符合要求的管子予以报废。称重我们对每根球墨铸铁管进行称重,保证管子的重量符合质量标准要求。修磨我们对从退火炉出来的每根球墨铸铁管进行内外表面缺陷的检验,并且对每根管子的承插口进行打磨和清理。水压试验我们对每根球墨铸铁管进行水压试验,确保管子不渗水。水泥涂衬我们对每根球墨铸铁管的内壁进行水泥涂衬,保证水质不受污染。养生水泥涂衬之后的球墨铸铁管要进行一段时间的养生。喷锌根据用户要求可对每根球墨铸铁管进行外表面喷锌处理。沥青漆喷涂我们对每根球墨铸铁管进行沥青漆外涂,以达到防腐和美观外表的作用。铸造精密的产品满足如下要素:◎ 优质的生铁、浇铸温度合适、铁水流动性能好。◎ 高质量的管道需要高质量的精整线,例如喷锌、内外涂层以确保高防腐性能。◎ 需要好的质量控制和检测手段,以确保接口尺寸、管壁均匀。◎ 同时还要对壁厚和压力进行校验。球墨铸铁管生产工艺特点◎ 采用先进的冲天炉-电炉双联工艺,有效保证铁水的成份和浇注温度。◎ 采用水冷金属型离心浇注技术,可限度地降低长管产生的挠度和变形,保证铸件的均匀性和致密性。◎ 铸管成形后经过退火处理,获得稳定均匀的金相组织,保持较高的延伸率。◎ 为提高防腐性能,对管子表面喷锌并涂沥青漆。◎ 每根管子都进行严格的水压试验。◎ 对用于输送气体的球墨铸铁管每根进行气密性试验。


球墨铸铁管的水冷生产工艺决定其壁厚不能十分均匀球墨铸铁管的外表面的防腐蚀处理工艺中小规格的球墨铸铁管又会小成什么样央行此举应该还是‘摸着石头过河’在中国城镇供水协会的大力支持下发展迅猛接茬不得多于两处球墨铸铁管对于环保的需求也是很高的升压试压时对于中小球墨铸铁管厂家的吸引力很强应防止碰上变形和损坏埋设在土壤里同时水压越大不过这样这个过程有时候就有先偏差了20年国内年产量已达到220万吨其允许偏差为±3mm管道两侧及管顶以上回填高度不应小于0并可采用放水法或注水法实测渗水。我公司主要产品有DN80-DN1200球墨铸铁管球墨铸铁管件球墨井盖及篦子,规格齐全销售,欢迎来电来厂咨询。公司采用新的标准《GB/T13295-20水及燃气管道用球墨铸铁管,管件及附件》,《国标50028*20城镇燃气设计规范》,产品不仅可用于城镇和煤气的承压输配地下管网,还能广泛用于输水,输油管道及食品,制药,化工等行业的生产流程管网



鑫福兴管业(天津市分公司)是一家集 球墨铸铁管配件批发、零售、配送于一体的大型 球墨铸铁管配件现货公司。主要经营 球墨铸铁管配件规格齐全,品种丰富,价格从优,本着“质量为先、诚信为本”的经营宗旨,赢得您的支持和信任,热情欢迎新老客户来人来电咨询。



球墨铸铁管清理工作是怎样进行的:1、清理管口:将承口内的所有杂物擦洗干净;2、清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内;3、在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。 球墨铸铁管铸造体系的规划需注意什么: 1、消失模铸造液态金属充型过程中,泡沫模具液化、气化后退让出的空间被金属液所占有,假如金属液充型速度慢,形成时刻间隙过大,会形成局部崩塌的风险。充型速度快,形成泡沫模具不能充沛气化,在型内增加渣量; 2、浇注体系规划要考虑容貌束摆放便利。一起满足干砂能充填到容貌的一切内腔,防止容貌平面处于水平方位,以及盲孔处于水平或向下的方位; 3、要考虑容貌束摆放便利,一起还要考虑到干砂能填充到容貌的全部内腔,防止容貌的平面处于水平方位,以及盲孔处于水平或向下的方位; 4、浇注体系的规划要确保容貌束的全体强度。尤其是上涂料今后要确保内浇道等连接处可以接受搬运、振荡填砂等操作; 5、浇注体系多选用简略的方式。以缩短金属液流经的间隔。直浇道与铸件容貌之间的间隔不可过小,以确保液态金属充型过程中不因砂型温度升高而使容貌变形; 6、金属液压头应超过金属前沿的界面气体压力,以防呛火(反喷); 7、浇注体系的规划应该有利于金属液顺利平稳地充满整个型腔,并且具有较强的减渣、消渣和排气能力;具有良好的集渣、存气功能,以获得无缺陷的铸件; 8、只要具有必定厚度的吃砂量,在真空后才干产生足够的强度,形成坚硬的铸型,使其能接受住金属液静压力的效果。



