

| 产品参数 | |
|---|---|
| 产品价格 | 15 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 聊城 |
| 品牌 | 俊邦 |
| 加工定制 | 是 |
| 是否进口 | 否 |
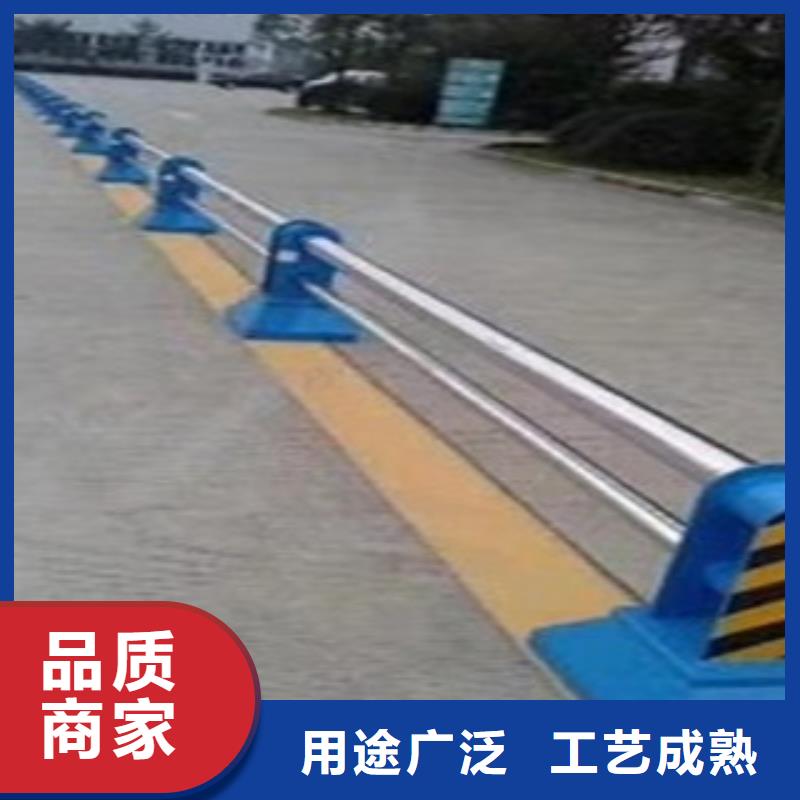
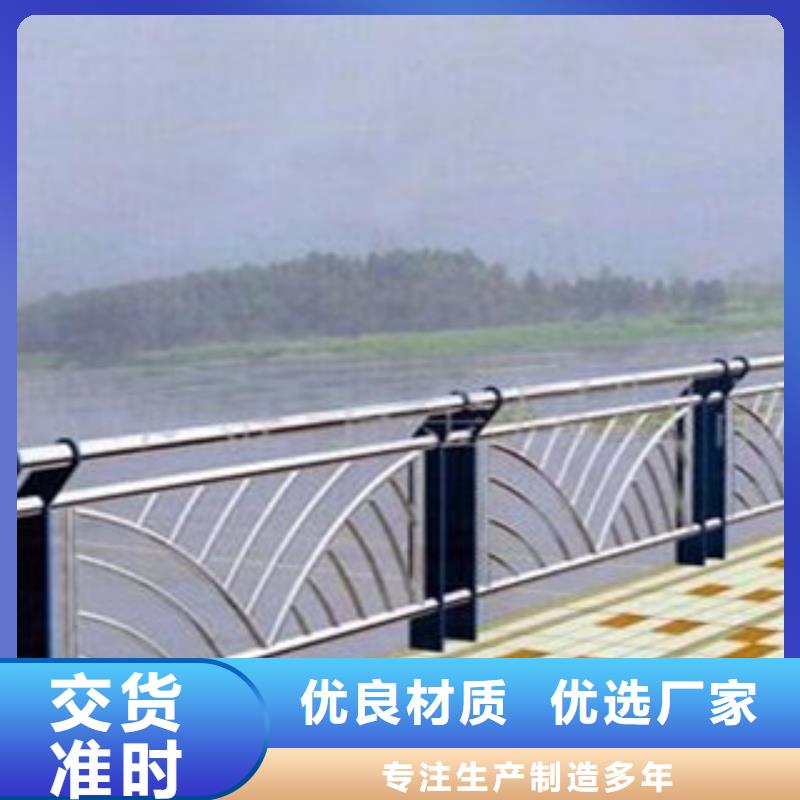
| 用途 | 河道护栏,桥梁护栏,防撞护栏 |
| 表面处理 | 光滑 |
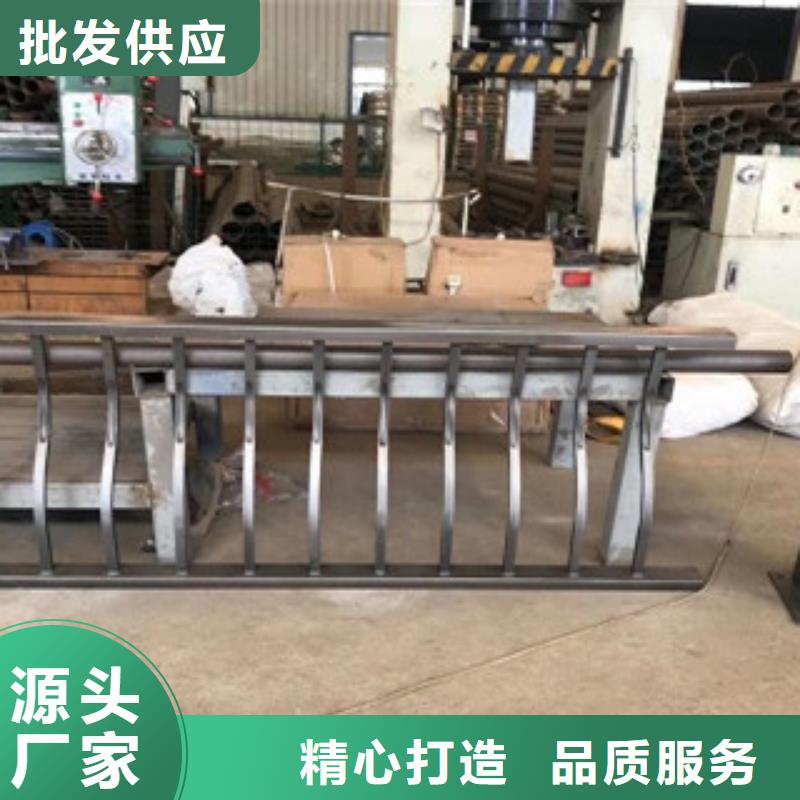


【导语】:不锈钢复合管护栏桥梁防撞立柱海量现货直销,俊邦金属材料(威海市分公司)专业从事不锈钢复合管护栏桥梁防撞立柱海量现货直销,联系人:张经理,电话:【17768165506】、【17768165506】,发货地:开发区辽河路东首,以下是不锈钢复合管护栏桥梁防撞立柱海量现货直销的详细页面。 山东省,威海市 2022年,威海市地区生产总值为3408.18亿元,比上年增长1.5%。三次产业结构为10.4:38.5:51.1。






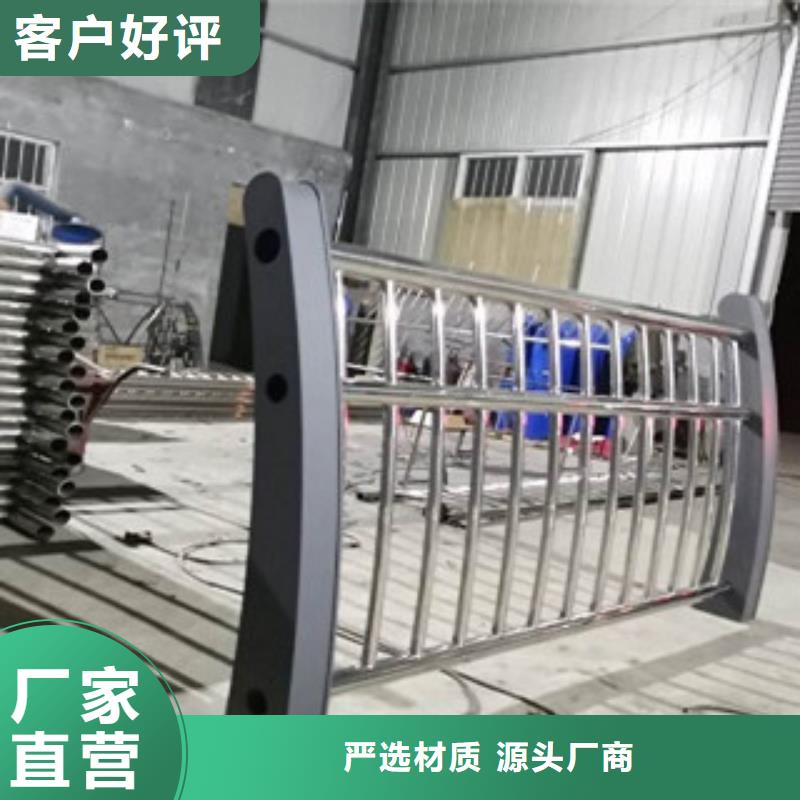
山东威海守合同重信用企业,俊邦金属材料(威海市分公司)拥有先进的 不锈钢复合管护栏 生产设备,建立了完善的质量控制和质量保证体系,运用科学而严格的现代化体系,通过完善的检测设备和手段确保出厂 不锈钢复合管护栏 产品合格率,从而保证给用户及时提供符合相关要求的可靠的 不锈钢复合管护栏 产品。 “以质量铸造品牌、以服务追求发展”,是公司的一贯宗旨。公司制定了严格的服务措施:售前、售中由遍及全国的销售网络来完成,售后有公司的专业售后服务部来实施。



不锈钢复合管护栏/栏杆优点:
1.不锈钢复合管护栏用护栏立柱外观美:色泽鲜艳、表面光滑、细腻且不褪色
2. 不锈钢复合管抗冲击强度高:坚固耐用、抗冲击
3. 不锈钢复合管使用寿命长:一次性投入,终生享用
4. 不锈钢复合管耐候性好:耐高温、抗低温、耐盐雾、抗
5. 不锈钢复合管护栏/栏杆成本低:免、易清洗
6.不锈钢复合管栏杆可塑性高:护栏高度,竖杆间距以及颜色本公司均可根据客户要求制作。



【总结】:今年在山东省威海市购买不锈钢复合管护栏桥梁防撞立柱海量现货直销有了新选择,俊邦金属材料(威海市分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的不锈钢复合管护栏桥梁防撞立柱海量现货直销产品。如需购买或咨询,请随时联系我们,联系人:张经理-【17768165506】,地址:开发区辽河路东首。










