



我们的PE钢带增强螺旋管pe给水管材厂认准大品牌厂家产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:PE钢带增强螺旋管pe给水管材厂认准大品牌厂家的图文介绍


2、钢带增强聚螺旋波纹管抗压性能高:能承受750N以上压力,故可以明装也可暗敷于混凝土内,不会受压破坏。3、钢带增强聚螺旋波纹管抗冲、耐热性能好:套管在混凝土浇注过程中,受到正常的捣固冲击不会破裂,且在施工过程中受到凝结热作用不。
4、钢带增强聚螺旋波纹管防潮耐酸碱:防潮耐酸碱性能优良,不会锈蚀,各连接处按规定用PVC粘合剂粘接,可防水渗进管内,防潮效果更佳。5、钢带增强聚螺旋波纹管离火自熄,火焰不会沿着管道蔓延。6、套管有优良绝缘性能,在浸水状态下AC2000V、50Hz不会击穿。
在防止意外触电方面,上趋向于绝缘比接地好,而PVC套管正满足这个要求。7、因钢带增强聚螺旋波纹管中添加了特种助剂,不会发出气味,吸引虫鼠咬噬破坏。钢带增强聚螺旋波纹管抗性强、摩擦系数小、使用寿命长久等一系列优越性,也决定了它自身的地位,人们在使用到管材时会优先考虑它,从而使用范围越来越广。
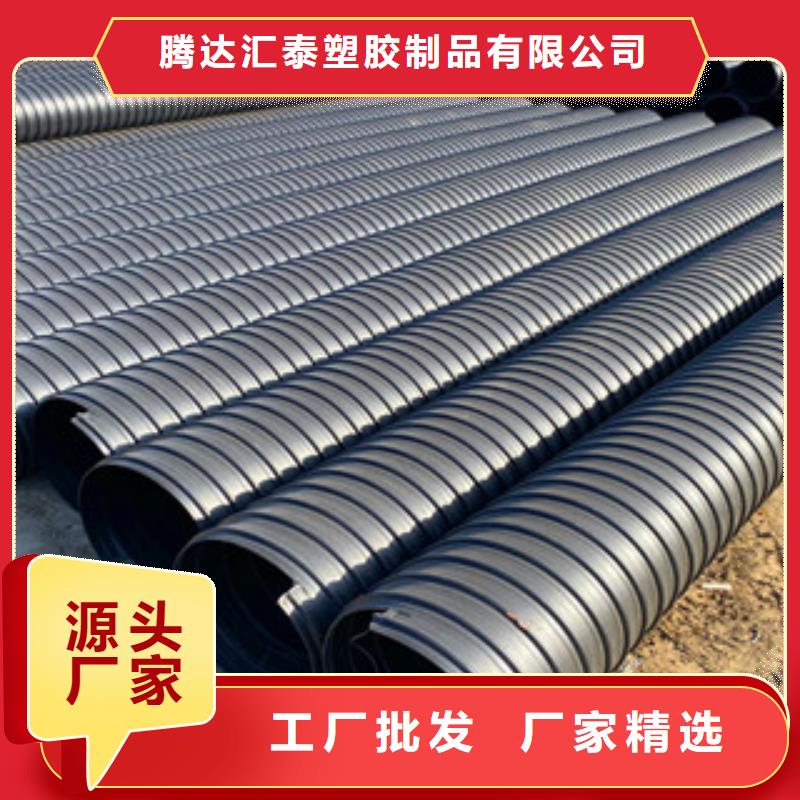
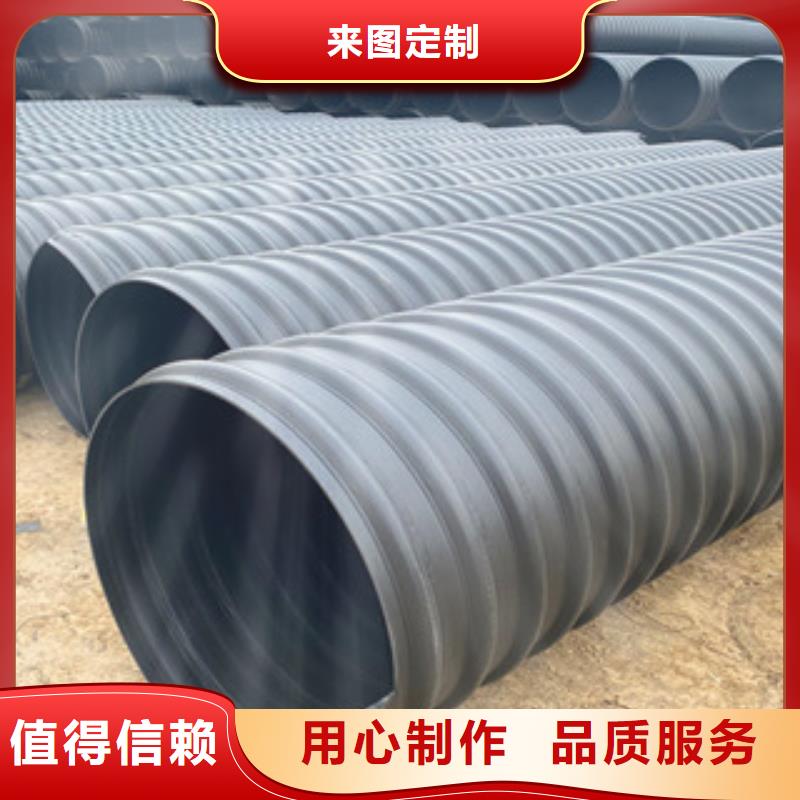
钢带增强螺旋波纹管和立筋管都是建筑建材领域应用非常广泛的两种管材,虽然两者之间存在着很大的差异,但是各有各的优势,能够在自己所需要的领域发挥较好作用。钢带增强螺旋波纹管是以高密度聚(PE)为基体,用表面涂敷粘接的钢带成型为波形作为主要支撑结构,并与聚材料缠绕复合成整体的双壁螺旋波纹管称之为钢带增强聚螺旋波纹管。
4、钢带增强聚螺旋波纹管防潮耐酸碱:防潮耐酸碱性能优良,不会锈蚀,各连接处按规定用PVC粘合剂粘接,可防水渗进管内,防潮效果更佳。5、钢带增强聚螺旋波纹管离火自熄,火焰不会沿着管道蔓延。6、套管有优良绝缘性能,在浸水状态下AC2000V、50Hz不会击穿。
在防止意外触电方面,上趋向于绝缘比接地好,而PVC套管正满足这个要求。7、因钢带增强聚螺旋波纹管中添加了特种助剂,不会发出气味,吸引虫鼠咬噬破坏。钢带增强聚螺旋波纹管抗性强、摩擦系数小、使用寿命长久等一系列优越性,也决定了它自身的地位,人们在使用到管材时会优先考虑它,从而使用范围越来越广。
钢带增强螺旋波纹管和立筋管都是建筑建材领域应用非常广泛的两种管材,虽然两者之间存在着很大的差异,但是各有各的优势,能够在自己所需要的领域发挥较好作用。钢带增强螺旋波纹管是以高密度聚(PE)为基体,用表面涂敷粘接的钢带成型为波形作为主要支撑结构,并与聚材料缠绕复合成整体的双壁螺旋波纹管称之为钢带增强聚螺旋波纹管。



恒塑管道有限责任公司(芜湖市分公司)拥有完整、科学的质量管理体系;恒塑管道有限责任公司(芜湖市分公司)的诚信、实力和【玻璃钢管】产品质量获得业界的认可。我公司拥有一批干练的技术人才和高素质业务人才,公司一贯以品种齐全,款式新颖,价格合理,诚实守信,在同行的竞争中具有很好的优势;为客户提供优质、可靠、、创新的【玻璃钢管】产品和系统。坚持以客户的需求为导向的理念。



4、钢带增强聚螺旋波纹管沟槽回填,应先从管线、检查井等构筑物两侧同时对称回填,确保管线与构筑物不产生位移。5、从管底基础至管顶以上0.5m范围内,采用人工回填,严禁用机械推土回填。6、管顶0.5m以上采用机械回填时应从管轴线两侧同时均匀进行,并夯实、碾压。
7、当沟槽采用钢板桩支护时,在回填达到规定高度后,方可拔除钢板桩。拔除后,应及时回填桩孔,并应采取措施填实。当采用砂灌填时,可冲水密实;也可采用边拔桩边注浆的措施。8、沟槽回填时应严格控制管道的竖向变形。
当管径较大、管项覆土较高时,可在管内设置临时支撑或采用预变形等措施。钢带增强聚螺旋波纹管的沟槽回填是对管材有良好的使用的保障,所以在进行回填的时候注意好方式步骤,不要对管件的固定有影响,造成使用上的不必要麻烦。
7、当沟槽采用钢板桩支护时,在回填达到规定高度后,方可拔除钢板桩。拔除后,应及时回填桩孔,并应采取措施填实。当采用砂灌填时,可冲水密实;也可采用边拔桩边注浆的措施。8、沟槽回填时应严格控制管道的竖向变形。
当管径较大、管项覆土较高时,可在管内设置临时支撑或采用预变形等措施。钢带增强聚螺旋波纹管的沟槽回填是对管材有良好的使用的保障,所以在进行回填的时候注意好方式步骤,不要对管件的固定有影响,造成使用上的不必要麻烦。



4、打磨将两待接管距对接端面120mm长的圆柱表面层打磨粗糙、波峰和波谷糟都要用钢丝刷磨粗糙,少要打磨三个半波节长,钢丝刷的外形应与钢带增强聚螺旋波纹管外形一致(每一个规格配一种钢丝刷)。5、用清洁的布,将打磨后的钢带增强聚螺旋波纹管管端部分擦干净。
6、将两对接管端面对齐并固定,不能有错位。7、用与被连接管相熔的PE焊条,用小喷嘴的小束红色火焰或小热风束加热接缝处和焊条,在圆周上均匀焊接四处以上(焊缝长一些为好),以将两管连接处固定。8、用红色火焰预热两管端(距对接端面三个波距)的圆周面,使表面温度达到40℃-50℃(预热温度应比热熔胶的软化点温度低15℃以上),可使用表面温度计进行。
11、小心移动热缩管到一端打磨面内,移动的位置大约是:从起始加热处距对接端面的距离大约为热缩管长度的1/3左右(根据什算加实际经验定各规格的长度),并去掉热缩管内防护纸层(注意不要将纸屑等污物粘在已预热钢带波纹管面和热缩管内壁上)。
9、在连接处缠绕并同时烘烤加强纤维热收缩带,要求至少绕过圆周一周以上并搭接牢固。10、预热待接管两端到打磨线以内,使表面温度达到40℃-50℃。用防粘材料做的楔形隔支撑热缩套的另一端,使热缩套与钢带波纹管同心,以保证热收缩管与钢带波纹管之间周向间隙均匀,利于热缩管的收缩均匀性和表面平整性。
6、将两对接管端面对齐并固定,不能有错位。7、用与被连接管相熔的PE焊条,用小喷嘴的小束红色火焰或小热风束加热接缝处和焊条,在圆周上均匀焊接四处以上(焊缝长一些为好),以将两管连接处固定。8、用红色火焰预热两管端(距对接端面三个波距)的圆周面,使表面温度达到40℃-50℃(预热温度应比热熔胶的软化点温度低15℃以上),可使用表面温度计进行。
11、小心移动热缩管到一端打磨面内,移动的位置大约是:从起始加热处距对接端面的距离大约为热缩管长度的1/3左右(根据什算加实际经验定各规格的长度),并去掉热缩管内防护纸层(注意不要将纸屑等污物粘在已预热钢带波纹管面和热缩管内壁上)。
9、在连接处缠绕并同时烘烤加强纤维热收缩带,要求至少绕过圆周一周以上并搭接牢固。10、预热待接管两端到打磨线以内,使表面温度达到40℃-50℃。用防粘材料做的楔形隔支撑热缩套的另一端,使热缩套与钢带波纹管同心,以保证热收缩管与钢带波纹管之间周向间隙均匀,利于热缩管的收缩均匀性和表面平整性。
