




想要一睹精密异形管规格表市场价格产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
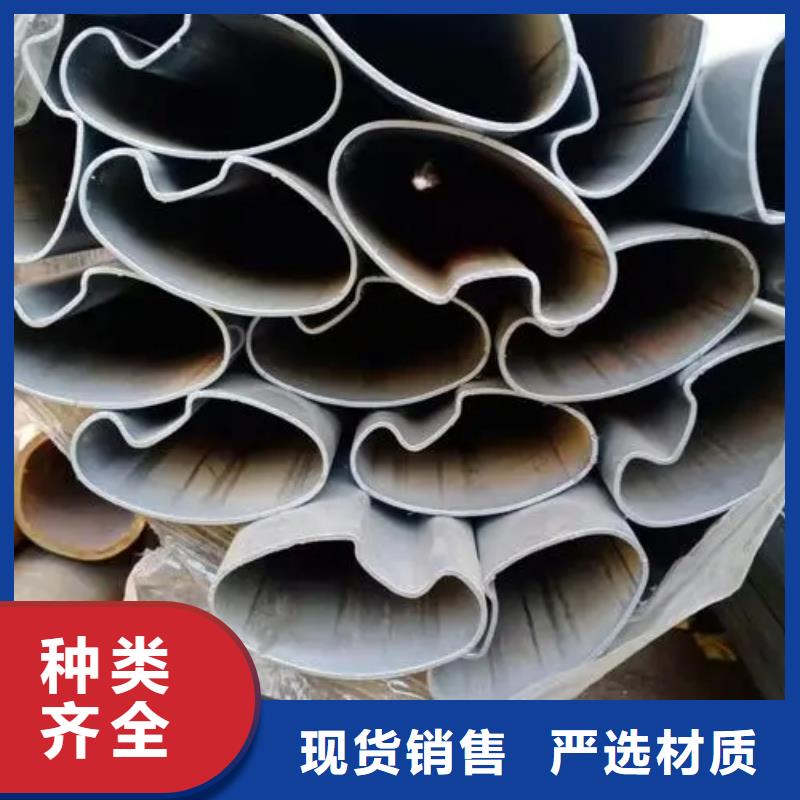
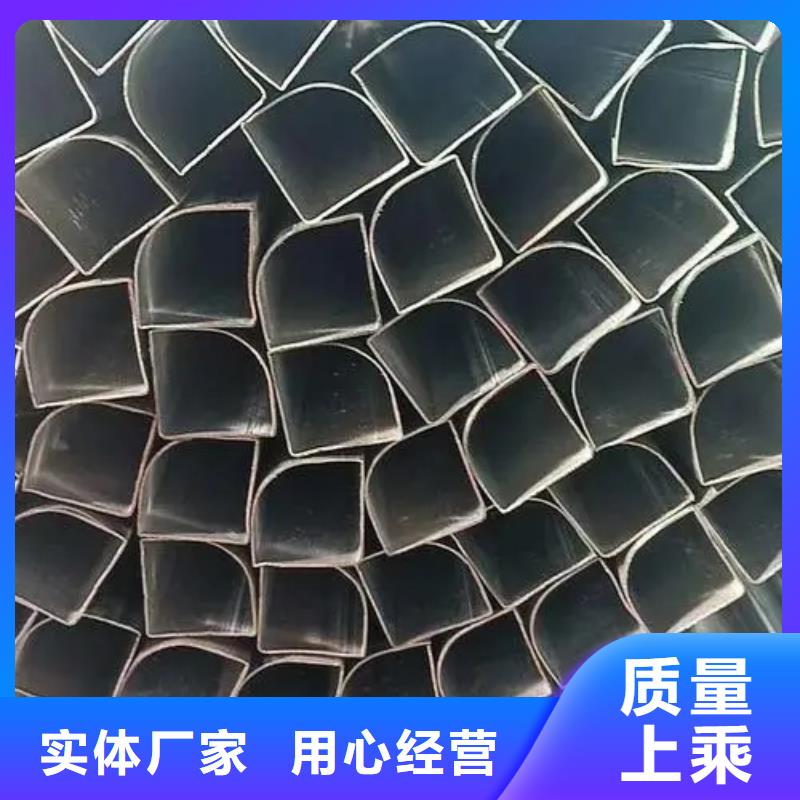
以下是:精密异形管规格表市场价格的图文介绍


异型管退火温度
不锈钢异型管热处理一般是采取固溶热处理,温度范围为1040~1120℃(日本标准)。你也可以通过退火炉观察孔观察,退火区的不锈钢异型管应为白炽状态,但没出现软化;
异型管炉内水汽
一方面检查炉体材料是否干燥,初次装炉,炉体材料必须要烘干。二是进炉的不锈钢管是否残留过多水渍,特别是异型管上面有孔的话,千万别漏水进去了,要不然就把炉子气氛全破坏了;
异型管炉体密封性
光亮退火炉应是封闭的,与外界空气隔绝。采用氢气作保护气的,只有一个排气口是通的(用来点燃排出的氢气)。检查的方法可以用肥皂水抹在退火炉各个接头缝隙处,看是否跑气。其中较容易跑气的地方是退火炉进异型管和出异型管的地方,这个地方的密封圈特别容易磨损,要经常检查经常换。



乐道精密钢管厂家(厦门市分公司)投资进行科研攻关,拥有一批技术骨干,专业设计生产我们的 T型管产品,我们每一道生产工序都严格按照标准进行,并由专业技术人员进行检查、把关,保证产品的质量全部通过ISO 9000认证,是人们信赖的 T型管厂家。



异型管可用焊接或轧制两种方法生产。焊接H型钢是将厚度合适的带钢裁成合适的宽度,在连续式焊接机组上将翼缘和腹板焊接在一起。焊接H型钢有金属消耗大、不易保证产品性能均匀、尺寸规格受限制等缺点。
因此,异型管以轧制方法生产为主。在现代化的轧钢生产中,使用 轧机轧制H型钢。H型钢的腹板在上下水平辊之间进行轧制,翼缘则在水平辊侧面和立辊之间同时轧制成形。由于仅用 轧机尚不能对翼缘边端施以压下。
这样就需要在 机架后设置轧边端机,俗称轧边机,异型管以便对翼缘边端给予压下并控制翼缘宽度。在实际轧制操作中,把这两座机架作为一组,使轧件往复通过若干次,或者是令轧件通过由几架 机座和一两架轧边端机座组成的连轧机组。



异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
异型管焊嘴与异型管间的距离以15-25mm为宜。

