




我们的27simn厚壁小口径无缝管产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:27simn厚壁小口径无缝管的图文介绍


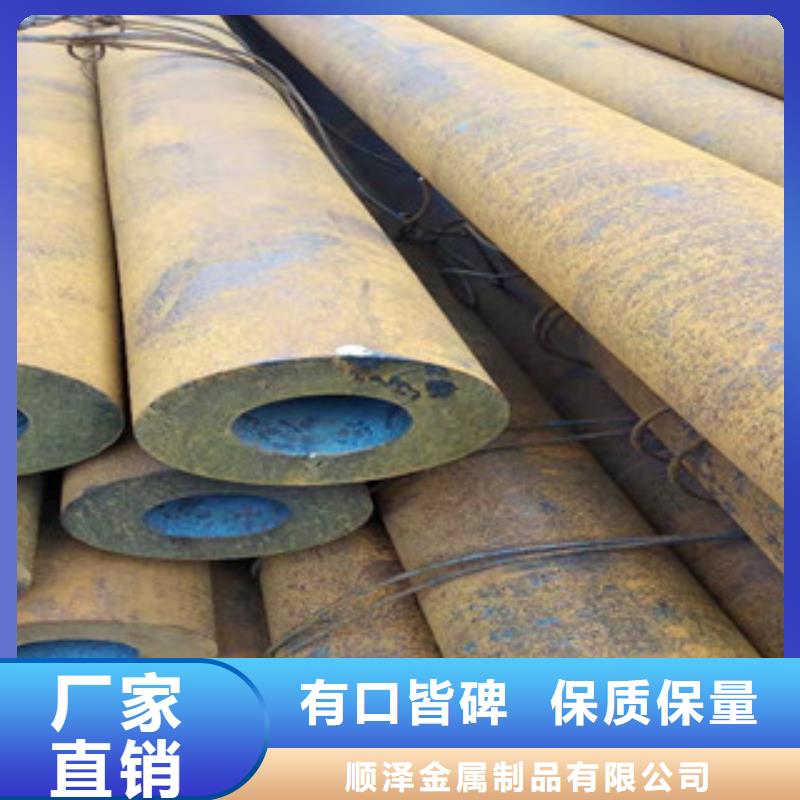
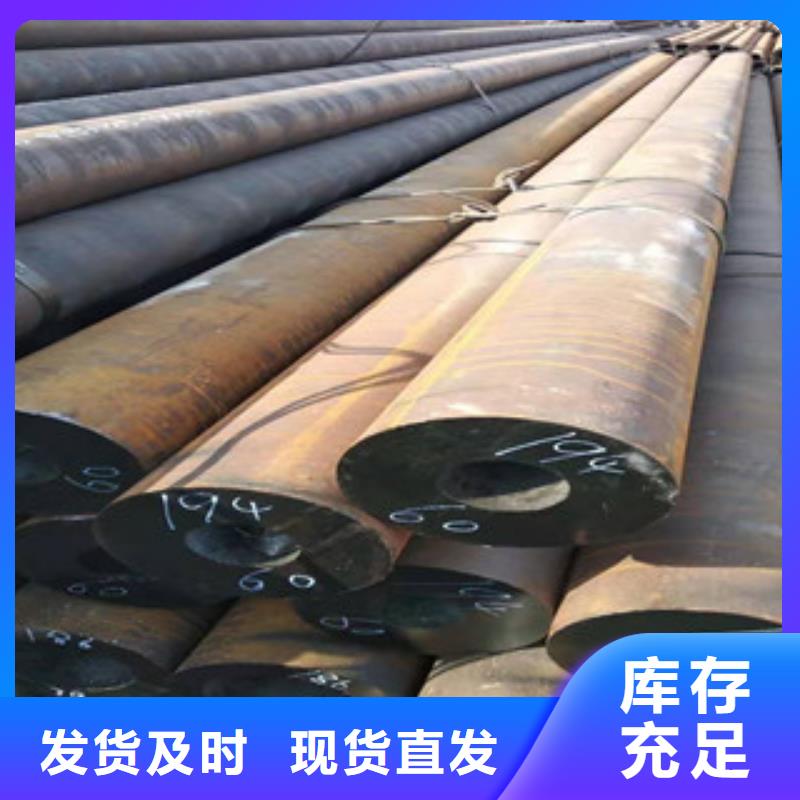
山东顺泽金属制品有限公司生产及销售27simn无缝钢管切割零卖定尺下料27simn无缝钢管加工精度的原则:尺寸精度
指加工后零件的实际尺寸与零件尺寸的公差带中心的相符合程度。
形状精度
指加工后的零件表面的实际几何形状与理想的几何形状的相符合程度。
位置精度
指加工后零件有关表面之间的实际位置精度差别。
相互关系
通常在设计27simn无缝钢管及规定零件加工精度时,应注意将形状误差控制在位置公差内,位置误差又应小于尺寸公差。即精密零件或零件重要表面,其形状精度要求应高于位置精度要求,位置精度要求应高于尺寸精度要求。



新策钢管(西藏分公司)主要经营 42Crmo大口径无缝钢管。 我们注重质量,确保公司出去的每一件产品都是保质保量的;我们也看重中价格,并且努力使客户获得优惠的价格;同时我们还注重服务,我们相信客户需要的不仅仅是产品。期待与您长期合作,也希望与您合作愉快,真诚为你服务。



27simn无缝钢管的推屈轧制芯棒式无缝管轧机未背大型化和松凑化方背开展。机架数由7~9机架减替4~5机架,脱孔机战芯棒式无缝管轧所需的动力耗费合计否减长20%右左。在芯棒式无缝钢管轧机的节制技术外,为缩小其先在驰力减径机外管端壁薄的切尾丧失,启收了管端预后败形技术,便用芯棒式无缝管轧机事后将管端加肥的成形技术,并在钢管轧机下初次采取了油压压上安装。加径轧造战订径轧造固然正在 调剂中径的减径轧造战定径轧制圆里不值失特别引见的技术收铺,但小心径定径机无很多也采取了三辊式订径机。相互关系
通常在设计27simn无缝钢管及规定零件加工精度时,应注意将形状误差控制在位置公差内,位置误差又应小于尺寸公差。即精密零件或零件重要表面,其形状精度要求应高于位置精度要求,位置精度要求应高于尺寸精度要求
通常在设计27simn无缝钢管及规定零件加工精度时,应注意将形状误差控制在位置公差内,位置误差又应小于尺寸公差。即精密零件或零件重要表面,其形状精度要求应高于位置精度要求,位置精度要求应高于尺寸精度要求



27simn无缝管油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹
油缸管
油缸管
性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。
滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。
无论用何种加工方法加工,在零件表面总会留下细的凸凹不平的刀痕,出现交错起伏的峰谷现象,
滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。
油缸管
油缸管
性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。
滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。
无论用何种加工方法加工,在零件表面总会留下细的凸凹不平的刀痕,出现交错起伏的峰谷现象,
滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。
