
12.0mm厚不锈钢管源头好货视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:12.0mm厚不锈钢管源头好货的图文介绍
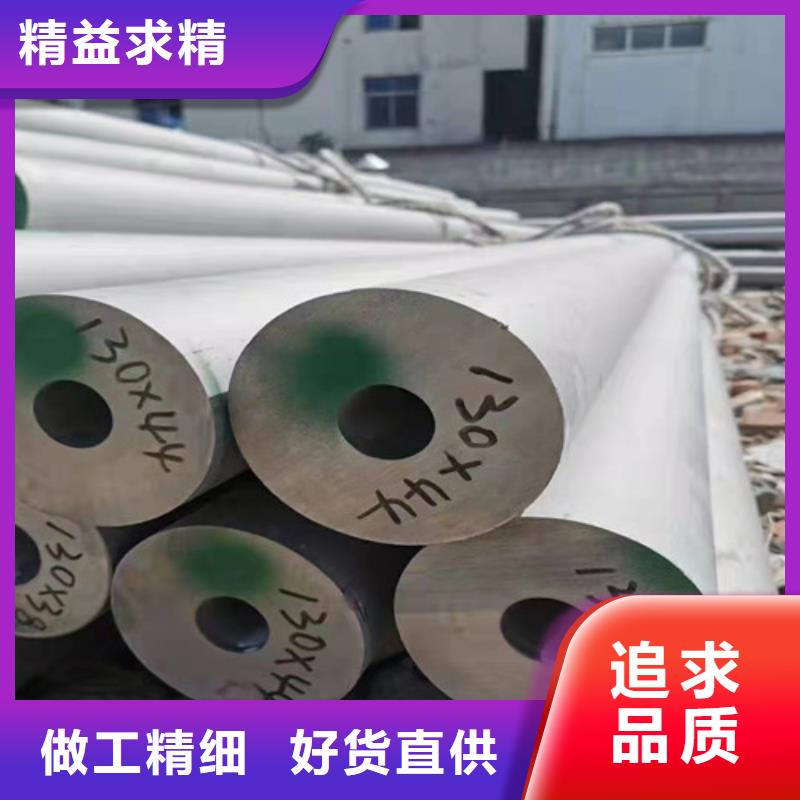
不锈钢管的产品在管身上面也有标签注明的规格、型号、厚度等信息,不锈钢管的厚度也会不是 的,不同批次和不同厂家出来的不锈钢管,厚度会根据原材料加工的程序变成不同,但基本上都是在 标准范围内的合格产品。然而怎么去测量厚度才更准确呢?运用工具做精准测量,可以用高精度测量仪器测量或者双尖头的卡尺等测量,但是由于不锈钢管身可能不是很平整或者表面内部由于未处理有凹坑,精准数据需要多测量几个点位。有些在不锈钢管口位置测量的不准确,由于毛刺的不锈钢管会偏厚一些,建议先去除毛刺,将仪器放置平面地方去测量。其次,可以直观不锈钢管的标签,厚度有标注实际厚度和标签厚度,但是两种厚度是有所相差的,建议购买的时候按照实际厚度购买,这样按照实际过磅的重量也能反推出不锈钢管的实际厚度,如果所需要的产品厚度有特殊要求的一般而言是需要特殊定制的。


不锈钢管在生产加工中也是会发生一些较为普遍的难题,在其中就会有厚壁管不均匀的难题,这个问题也是一切正常的我们要在生产加工的全过程多留意就可以了,可是难题发生了我们要如何解决呢?它的关键反映为螺旋状壁厚不均匀、平行线状壁厚不均匀及头尾端厚度稍厚、偏薄等。下边大家就而言下不锈钢无缝管厚壁管不均匀要如何解决呢? 不锈钢无缝管壁厚厚不均匀的关键要素。例如螺旋状壁厚不均匀诱因是:切割机轧制轴线歪斜、两热轧带钢的倾斜角不一或顶边前压下量过小等调整缘故导致的厚度不均匀,一般沿无缝钢管的总长呈螺旋状遍布。 在不锈钢无缝管轧制全过程中定心辊开启太早、定心辊调整不合理及其小链颤动等导致的厚度不均匀,一般沿无缝钢管总长呈螺旋状遍布能够采用的对策是:调整切割机轧制轴线,使两热轧带钢的倾斜角相同,按轧制表给出主要参数调整轧管机。 对于二种状况,依据不锈钢无缝管出入口速率调整定心辊打开时间,轧制全过程中定心辊不必开启太早,以避免 小链颤动,导致壁厚不均匀。定心辊张口度必须 依据毛管直徑的转变作适度调整,并考虑到毛管颤动量的尺寸。这几个方面便是针对不锈钢无缝管发生厚壁管不均匀的难题解决方法。文章来源于网络,如有侵权或违规,请联系我们进行删改。



近几个月,钢铁生产企业和交易商面临的形势比去年还要严峻。过去十年中,中国对铁矿石有着巨大需求,且310s耐高温不锈钢管行业并未发展成熟,这一阶段已经不会重现了,预计未来铁矿石利润仍将可观,但不会再出现因短缺而造成的超高定价了。FMG高管曾表示,预期铁矿石价格将会出现剧烈下跌,在中国钢铁工业产量恢复增长之前,矿价不会出现反弹。受累于实体经济萎缩,国内需求疲弱,价格仍有进一步下降空间。 生产方面,针对高炉产量低迷的不利情况,举企业之全力聚焦铁前系统,全力打造铁前利益共同体,使高炉生产迅速走入正轨,促进了整体生产秩序的稳定顺畅。我们认为短期内钢厂产量的释放速度不及库存下降速度,且有QE3的尘埃落定以及国内利好消息共同刺激,将为钢价上涨提供支撑,国内P110石油套管市场迎来了久违的反弹。近期央行表态将要稳步增加市场流动性,目前不仅是降低存款准备金率、调低利息,近期央行还不断进行大量的逆回购操作,释放流动性,而地产销售受流动性影响较大,一旦市场流动性复苏房地产市场有望逐步回暖。 钢市的上涨主要受原料价格上升所致,与新一轮的经济刺激政策没有实质性关联。不过, 新一轮经济刺激政策的预期不断增强,或对钢铁行业后市有不小影响。前总体310s耐高温不锈钢管市场运行基础仍较为脆弱,低迷被动局面仍未摆脱。此轮上涨只能看做已经跌至近几年较低水平的钢价的一种本能性的反弹,是一种正常的市场反应,但从整体基本面、政策面看,此轮或只是阶段性调整,幅度较大的拉涨并不一定是件好事,代表市场的方向性选择这一点仍不具备,只能说维持短期的一个上涨势头,但想持续有力,仍较难。



专业的 904L不锈钢管制造水平满足客户“质量、品质、性能”的追求,让每一个福伟达管业(许昌市分公司)制造的 904L不锈钢管都成为凝结匠心的上乘之作。



对于不锈钢管的热输入,Young-Pyo Kim等人[38]对不同壁厚的X65管进行了电极电弧焊和钨弧焊试验。研究表明:8mm厚钢管电极电弧焊的热输入范围为11.0kJ/cm~21.8kJ/cm,10mm厚不锈钢钢管的热输入范围为18.0kJ/cm~29.5kJ/cm。8mm厚管的热输入为22.2kJ/cm~41.7kJ/cm,10mm厚不锈钢管的热输入为19.5kJ/cm~47.6kJ/cm。国内Zhang Dehmatsu[39]对厚度为10mm的X65管线钢进行了自动埋弧焊对焊接,研究了热输入对金属组织和性能的影响。他发现当热输入达到2022J/mm时,管线钢的低温冲击吸收能达到 。对于热输入的计算公式,Carl E.Jaske研究得出了60/1000Hvis的热输入计算公式(其中:H——热输入,kJ/mm;V——电压,V;I-电流,A;S——焊接速度,mm/min)。国内,曹崇珍等[41]将其总结为/IHKVAS=(其中:Ih——热输入,J/mm;K-系数,对焊K=0.85,角焊K=0.57;V——焊接电压,取平均值,V;A——焊接电流,取平均值,A;S——焊接速度,取平均值,mm/S)。可以看出,国内外的热输入计算公式存在差异。可采用常规设备(安培钳、电压表、秒表等)或专用电弧监测设备,实现对热输入电平的测量。热输入水平也可以通过消耗比(一段时间内沉积的长度与电极消耗的长度之比)方案来控制。无论选择何种方法来控制热输入,焊机在操作前都应该使用试板进行电极沉积试验,以确保热输入是合理的。热输入的指标是焊接线能量。随着线能的增加,热影响区 硬度降低,可降低产生硬化组织的倾向,更有利于防止氢致开裂。然而,线能量的增加会导致焊透的增加,而焊透有可能导致焊透。因此,需要平衡焊接热输入,在不烧透不锈钢管的情况下,提高焊接热输入。



