




无论您是初次接触还是已经熟悉,我们的防撞护栏厂家联系电话制作商产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:防撞护栏厂家联系电话制作商的图文介绍


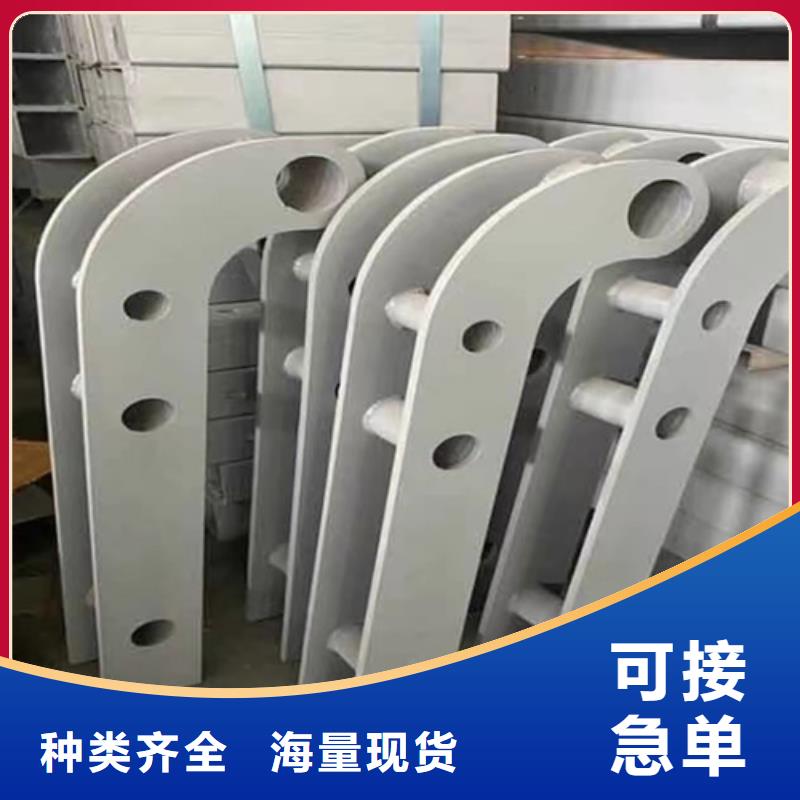
桥梁防撞护栏厂家表面有各种不同的色彩,从而形成了不同的风格。表面色彩的合理利用装饰了桥梁景观,给环境带来更多的美感。那么,桥梁护栏厂家的表面色彩的处理工艺有哪些呢?1、烤漆:烤漆工艺流程是:在基材上每上一遍漆,就送入无尘恒温烤房进行烘干处理,如此反复三遍、四遍或以上。2、喷漆:是一个比较简单的表面处理作业。只需要将油漆倒入专门的喷漆设备,用喷枪对准工件进行喷涂,等它自然干燥或是高温烘干即可,所以相对来说是一个简单的物理过程,在桥梁栏杆的生产中也是比较常见。3、喷塑:也叫做喷粉,需要有专门的喷涂设备,所以经常要用到各种静电喷涂机、高压喷枪、烤炉、高温烤房、喷粉回收装置以及空气压缩机等等。它使用的涂料也和喷漆的液态油漆涂料不同,而是用一种特殊的固体粉末,将粉末经过静电处理后吸附在工件表面,然后送入高温烤房进行烘烤固化,当冷却后即可形成固态的涂层。我公司生产的桥梁护栏厂家大多是使用喷塑技术,这样可以保证我们产品的质量,又可以缩短工期。



防撞护栏期货则明显反弹,太钢不锈冷连轧车间当宽幅冷连轧放量后,巨大的产量对流通渠道的依赖感极强,价格的节节下调,带来改轧、正材同价,窄带和宽幅同价,这样就逼迫改轧厂减、停产,这样的挤压效应都通过流通渠道去体现,从而使得流通领域资源更加“拥挤”,由视觉上的变化带来的心理感受的变化终触发价格的失守。冷连轧通过技术创新显然已经引领了冷轧价格走势,且随着后续相当部分的冷连轧的产能的投产势必会将这样的引领作用所强化。


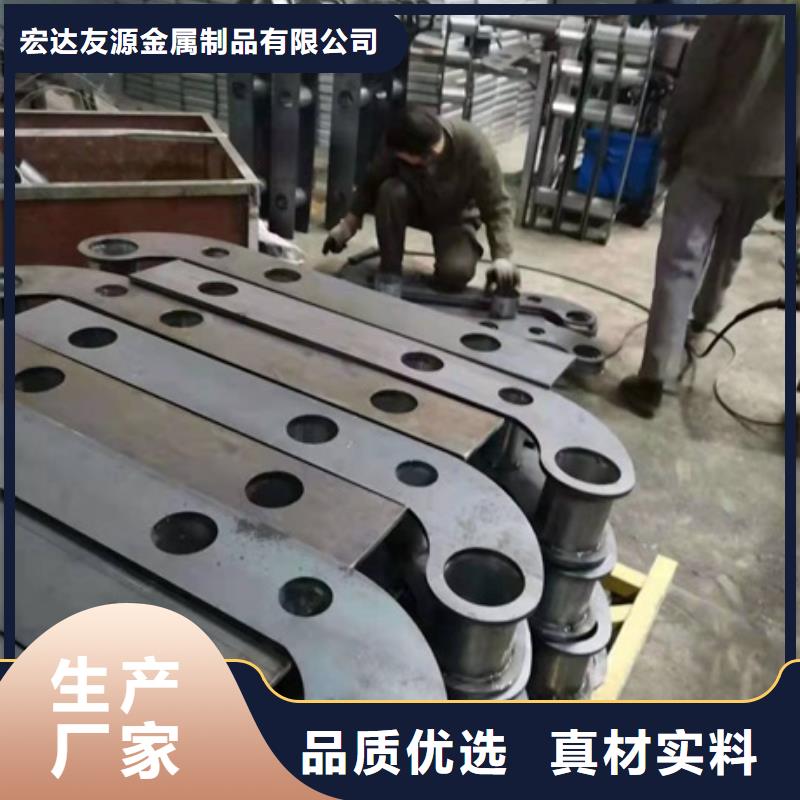
1.先进生产设备、检测设施,保证所供应 不锈钢复合管、碳素复合管、镀锌静电喷塑护栏管、镀锌静电喷塑护栏管的质量。 2.心贴心的服务,解决客户难题,实现一站式采购。 3.良好的 不锈钢复合管、碳素复合管、镀锌静电喷塑护栏管、镀锌静电喷塑护栏管原产地优势,以及便利的交通,让我们能够有效快捷的满足 不锈钢复合管、碳素复合管、镀锌静电喷塑护栏管、镀锌静电喷塑护栏管客户要求。 烟台宏达友源金属制品有限公司立信于心的经营理念,本着做商先做人的态度,全心全意为客户服务努力做到质量更好,效率更高,服务优良。我们一定能够成为您生意场上辉煌腾飞的助力,实现共同发展.




防撞护栏压减产量是我国完成碳达峰、碳中和目标任务的重要举措,工信部表示将研究制定相关工作方案,确保2022年实现防撞护栏产量同比下降。防撞护栏但从短期高炉开工率和新增高炉产能数据来看,上半年防撞护栏产量仍将维持稳中有增局面。昨天气多雨,需求释放一般,成交表现较弱,市价主流走弱,商家心态疲软,且成本端支撑稍有减弱,昨钢坯支持减弱,防撞护栏市场出货不畅价格弱调,北方近期雨雪天气对交通以及下游需求影响较大。


桥梁防撞护栏易错成语是置放在路途上的防护栏的,主要是机器设备在大马路的管理中心,不锈钢道路护栏不只给路途产生了简洁好看、整齐划一的视觉冲击,具备的导视系统性,而且有关道路交通也具有了至关重要的实际效果。一定会有很多人有疑问,像放到车流量管理中心的防护栏采用的是防腐蚀防锈处理的锌钢护栏原材料。 必然是品质很好的,那麼为何这种防护栏仍是会出现不一…桥梁防撞护栏易错成语是置放在路途上的防护栏的,主要是机器设备在大马路的管理中心,不锈钢道路护栏不只给路途产生了简洁好看、整齐划一的视觉冲击,具备的导视系统性,而且有关道路交通也具有了至关重要的实际效果。一定会有很多人有疑问,像放到车流量管理中心的防护栏采用的是防腐蚀防锈处理的锌钢护栏原材料。必然是品质很好的,那麼为何这种防护栏仍是会出现不一样水平的危害呢?因素。桥梁防撞护栏安装在大马路管理中心,時刻承担着不一样的气侯影响,防护栏的表面展现了不一样水平的毁坏与空气氧化锈蚀。当防护栏展现了锈蚀状况,会让防护栏被氧化的速率加快,让防护栏的使用期大幅的减少。1.所有构件下料准确,构件长度允许偏差1MM。2.下料前应检查零件是否平直,否则必须矫直。3.焊条或焊丝应采用合适的材料,并具有出厂合格证。4.焊接时必须准确放置构件的位置。5.焊接时构件间焊点应牢固,焊缝应饱满。焊缝表面的焊接波应均匀,不得有咬边、未焊透、裂纹、夹渣、焊、烧穿、电弧划伤、弧坑、,焊接区域不得有飞溅。6.焊后应将焊渣剔除。7.构件焊接、组装后,手持工具应适当打磨、抛光,使外观光洁。不锈钢护栏的主要施工方法:1.施工前应进行现场放样,准确计算各构件长度。2. 根据各种构件的长度,下料长度准确,下料长度允许偏差为1MM。3.选择合适的焊接工艺、焊条直径、焊接电流、焊接速度等,并通过焊接工艺试验进行验证。4. 脱脂去污处理:焊接前检查坡口及装配间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则,应使用三氯乙烯、苯、汽油、中性洗涤剂或其他化学品用不锈钢丝细刷刷洗。如有必要,可在焊接前用角磨机打磨金属表面。5. 焊接时应选用较薄的不锈钢焊条(焊丝)和较小的焊接电流。焊接时,构件间焊点应牢固,焊缝饱满,焊缝金属表面焊接波应均匀,不得有裂纹、夹渣、焊、烧穿、弧坑、等缺陷,焊接区域不得有飞溅物。6. 杆件焊接装配后,对无明显凹痕或较大凸出焊道的焊缝可直接进行打磨。对有凹凸浮渣或大焊道的焊缝,用角磨机打磨,打磨后进行打磨。



