





我们的常年供应建筑用钢筋套筒-保质视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:常年供应建筑用钢筋套筒-保质的图文介绍
云海旭金属材料(永州市分公司)是以 套筒制造,施工服务于一体的科技型供应商,是湖南永州规模较大 套筒生产基地之一。公司位于经济开发区崂山路1号,地理位置优越,交通运输十分便捷,公司产业园占地50亩,竭诚为您提供优质的 套筒产品和服务。



钢筋套筒连接套筒工艺原理:钢筋连接套筒等强滚轧直螺纹连接原理为:通过滚轮将钢筋端头部分压圆并一次性滚出螺纹和套筒通过螺纹连接形成的钢筋机械接头。直螺纹接头连接有六种类型:(变径型、扩口型这里不作介绍)Ⅰ型连接(标准型接头)用途可能的自由自转情况。使用铁棍原因相互在锁桥梁片断的端点力量对面。愿选择标准套筒或变径型连接套筒。Ⅱ型连接(加长型接头)用于钢筋过于长而密集,不便转动的场合。钢筋连接套筒预先全部拧入一根钢筋的加长螺纹上,再反拧人被接钢筋的端螺纹,转动钢筋半至一圈即可锁定连接件,可选用标准型连接套筒。



钢筋套筒工艺操作要点1)钢筋螺纹加工① 加工钢筋螺纹的丝头、牙形、螺距等必须与连接套牙形、螺距一致,且经配套的量规检查合格。② 加工钢筋螺纹时,应采用水溶性切削润滑液;当温度低于0℃时,应掺入15%—20%亚硝酸钠,不得用机油做润滑液或不加润滑液套丝。③ 操作人员应逐个检查钢筋丝头的外观质量并做出操作者标记。④ 经自检合格的钢筋丝头,应对每种规格加工量随机抽检10%,且不少于10个,如有一个不合格,即对该加工批全数检查,不合格丝头应重加工,经再次检验合格后可使用。⑤ 已检验合格的丝头,应加以保护戴上保护帽,并按规格分类整齐待用。



现场施工连接钢筋套筒需要注意哪些点呢?1、接头的加工和安装质量必须符合相关的国标和验收规范。2、袖子必须有工厂。外观质量和螺纹规格必须符合要求。目视检查,游标卡尺和螺纹塞规用于检查。3、钢筋原料的强度必须符合设计和规范要求。钢筋直径的偏差必须在允许的范围内。如果存在过度偏差,剥离后直径将变小或不圆,并且线头易于加工。齿的断裂现象会影响接头的强度。4、加工焊头时,加工参数必须控制在允许的偏差范围内。在开始加工之前,必须根据钢筋的直径调整剥离肋,螺纹滚压头,上升刀环,滚动行程等的直径。5、对钢丝头进行加工,目视检查外观质量,并逐一检查卡钳和端头和螺纹环规。如果不合格,则应删除返工。加工前,可以使用相同的规格和相同批次的废钢进行调试。6、对于合格的线端,请及时添加保护盖,以免生锈或损坏。7、现场安装时,钢筋的规格和钢筋套管的尺寸应相同。拧紧后,套管两侧不应有一根完整的螺纹。8、安装的接头由现场监督见证,并测试接头的强度。



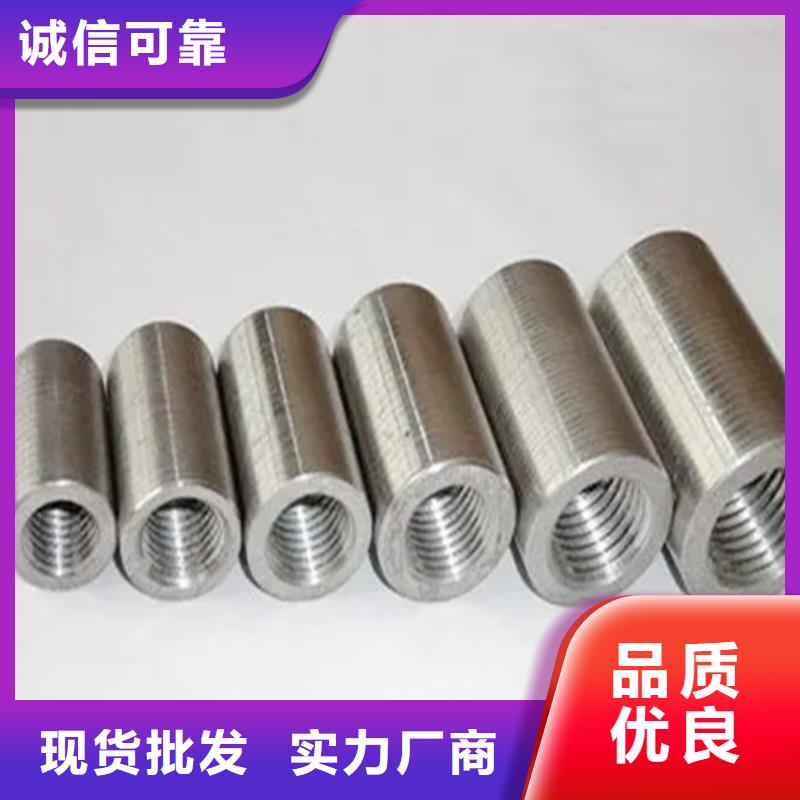
筋套筒的工艺标准:1、选用世界45号钢材,特别制作工艺,尺度精度高,质量牢靠。2、可衔接Ф16-Ф40mm的HRB335级和HRB400级带肋钢筋。3、通过 建筑工程质量监督检验中心检测,达到JGJ107-2010中的I级接头标准。4、标准型、正反丝扣型、异径型三大系列,五十二个种类,能满足建筑结构中横向、竖向、斜向等部位的同径、异径及可调长度和方向的连接钢筋需求。使用钢筋套筒连接注意事项:1、必须用精度±5%的力矩扳手拧紧接头,且要求每半年用扭力仪检定力矩扳手一次。钢筋应先调直再下料。滚丝机切断端面应与钢筋轴线笔直,不得有马蹄形或挠曲。2、加工的钢筋锥螺纹丝头的锥度、牙形、螺距等必须与衔接套的锥度、牙形、螺距相一致,且经配套的量规检测合格,加工钢筋锥螺纹时,应选用水溶液切削润滑液。3、衔接钢筋时,应对正轴线将钢筋拧入衔接套,然后用力矩扳手拧紧,选用预埋接头时,衔接套的方位、标准和数量应符合设计要求。衔接套的外露端应有密封盖。
