
如果你想要更深入地了解我们的祁阳防腐衬塑管产品,那么请务必观看这部视频。它一定会给你带来意想不到的惊喜和收获。
以下是:祁阳防腐衬塑管的图文介绍
工建天钢钢管(永州市分公司)专业生产销售 不锈钢管。工建天钢钢管(永州市分公司)严格执行“精益求精,增强顾客满意;精益求进,实现持续发展”的质量方针,建立起完善的售前咨询、售后回访服务体系,真诚地与用户建立起长期密切合作关系。优异的产品和卓越服务受到广大用户的青睐与国内外广泛赞誉,成为z u i值得尊敬和信赖的合作伙伴。工建天钢钢管(永州市分公司)始终坚持“诚信立业,追求卓越,合作共赢,共同发展”,竭诚欢迎各界朋友来厂参观指导,洽谈业务。我们愿与您携手共进,互惠双赢,共创未来!


综合上述判断,预计短期螺纹钢产量难以大幅释放。GB/T3094-2000(国标)冷压异型矩形管,GB/T6728-2002(国标)结构用冷弯空心型钢,ASTMA500(美标)结构用碳素钢冷成型圆截面和异形截面焊接矩形管和无缝矩形管,EN10219-1-2006(欧标)非合金及细晶粒的冷成型焊接空心结构型材,JISG3466(日标)一般构造用角型矩形管焊接方矩管是空心方形的截面型的方管,也被叫做刚制冷弯型材。
它是经过热轧和或者是冷轧带钢或者卷板为原料,在经过冷弯曲加工成型之后在高频焊接所称的方形见面形状尺寸的一种型钢。热轧的特厚型方管除了壁厚增厚等情况,它的角部的尺寸和边部的平直度达到甚至超过了电阻焊后形成的方管。不锈钢管:用各种不锈钢热轧,冷轧的不锈钢管,广泛应用于石油、化工设备管道和各种用途的不锈钢结构零件,除应保证化学成分和机械性能,凡用作承受流体压力的钢管要保证水压试验合格。各种专用钢管要按规定保证条件。
在无缝管的轧制中,尤其是精密无缝钢管的生产工艺当中,那道酸洗工艺究竟是如何进行的呢。精密无缝钢管酸洗概述:利用酸溶液去除钢铁表面上的氧化皮和锈蚀物的方法称为酸洗。氧化皮、铁锈等铁的氧化物(Fe3O4,Fe2O3,FeO等)与酸溶液发生化学反应,形成盐类溶于酸溶液中而被除去。酸洗用酸有硫酸、盐酸、磷酸、和混合酸等。精密无缝钢管酸洗常用介质:、硫酸、、磷酸、 。在酸洗时务必加入酸洗缓蚀剂,防止酸对金属的腐蚀。
它是经过热轧和或者是冷轧带钢或者卷板为原料,在经过冷弯曲加工成型之后在高频焊接所称的方形见面形状尺寸的一种型钢。热轧的特厚型方管除了壁厚增厚等情况,它的角部的尺寸和边部的平直度达到甚至超过了电阻焊后形成的方管。不锈钢管:用各种不锈钢热轧,冷轧的不锈钢管,广泛应用于石油、化工设备管道和各种用途的不锈钢结构零件,除应保证化学成分和机械性能,凡用作承受流体压力的钢管要保证水压试验合格。各种专用钢管要按规定保证条件。
在无缝管的轧制中,尤其是精密无缝钢管的生产工艺当中,那道酸洗工艺究竟是如何进行的呢。精密无缝钢管酸洗概述:利用酸溶液去除钢铁表面上的氧化皮和锈蚀物的方法称为酸洗。氧化皮、铁锈等铁的氧化物(Fe3O4,Fe2O3,FeO等)与酸溶液发生化学反应,形成盐类溶于酸溶液中而被除去。酸洗用酸有硫酸、盐酸、磷酸、和混合酸等。精密无缝钢管酸洗常用介质:、硫酸、、磷酸、 。在酸洗时务必加入酸洗缓蚀剂,防止酸对金属的腐蚀。


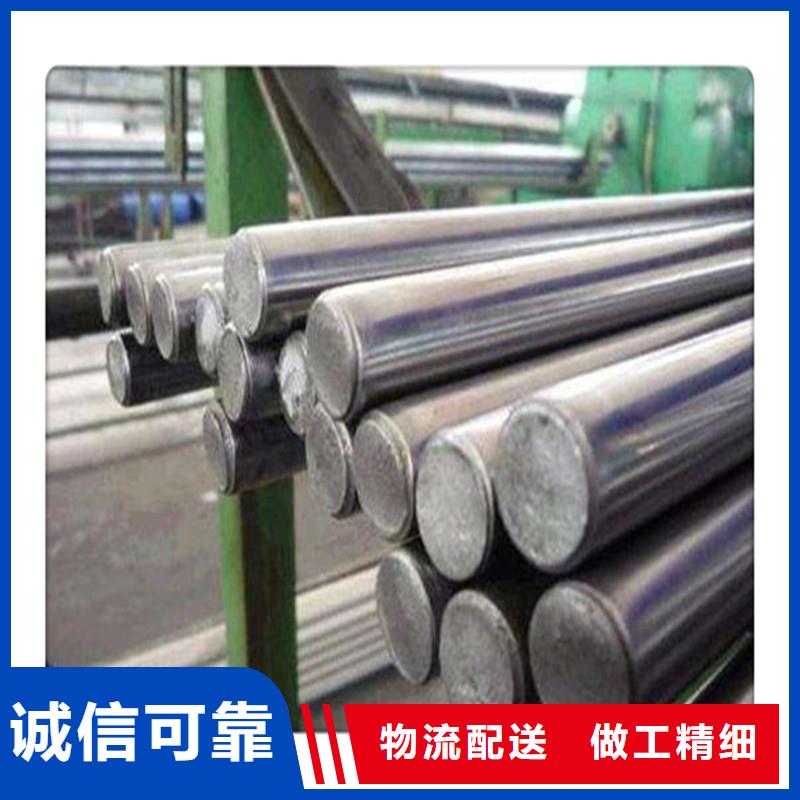
热轧管外径32~630mm。壁厚2.5~75mm。冷轧(冷拔)管外径5~200mm。壁厚2.5~12mm;外观质量:钢管的内外表面不得有裂缝、折叠、轧折、离层、发纹和结疤缺陷存在。这些缺陷应完全掉,后不得使壁厚和外径超过负偏差;钢管的两端应切成直角,并毛刺。壁厚大于20mm的钢管允许气割和热锯切割。经供需双方协议也可不切头。按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
#
热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。
若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行;挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。
#
热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。
若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行;挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。



