


为了让您更地了解我们的精密异型钢管规格表订单切割,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:精密异型钢管规格表订单切割的图文介绍


异型管对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
异型管采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松一些。
一般在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。
异型管在室外有风的地方进行异型管焊接时,务请采取挡板的措施,而在室内则应采取适当的换气措施。
异型管价格有上升的改善趋势,建筑工地如期复工。是复工后受市场赶工的影响,钢铁需求会出现补偿性消费,可以实现库存快速去化。是为了对冲疫情对经济的影响, 会出台对冲政策,加大基建端的投入和房地产限制政策边际放松,这都将带动用钢需求改善。
但事实上,难以支撑实现高强度的复工。而各地出台的所谓房地产刺激政策也都是以对冲疫情为主,主要是保障房地产企业的现金流,而主要的房地产限购和对房企的融资限制并没有放松。



乐道精密钢管厂家(漳州市分公司)以质量求生存,以科技求发展,不断为用户提供满意的 T型管产品; T型管产品畅销全国各大、中、小型企事业单位。坚定不移地执行“ 将心比心,与用户一心,以心换心,让用户放心 ”的质量方针和热情周到的售后服务制度,保持和发扬良好的职业道德风尚,欢迎广大用户光临指导,实地考察,真诚合作!



异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
异型管焊嘴与异型管间的距离以15-25mm为宜。



异型管(Steel pipe)生产技术的发展开始于自行车制造业的兴起、19 世纪初期石油的开发、两次世界大战期间舰船、锅炉、飞机的制造,第二次世界大战后火电锅炉的制造,化学工业的发展以及石油天然气的钻采和运输等,都有力地推动着异型管工业在品种、产量和质量上的发展。异型管:用拉拔机冷拉出来精制无缝不锈异型管;异型管 :用冷扎钢机冷扎出来异型管(精度:没有冷拉高、异型管:要生锈)。冷轧精密无缝异型管(GB3639-2000)是用于精密机械结构、液压设备或钢筋套筒的尺寸精度高和表面光洁度好的一种无缝异型管。
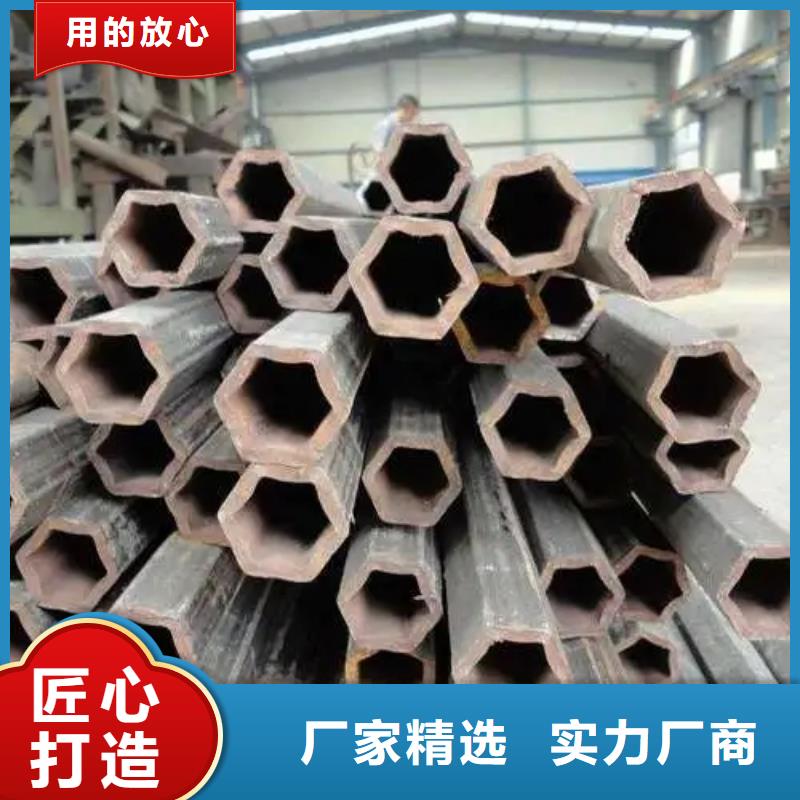
异型管成型的方式,也就是异型八角钢管成型的弯曲。异型八角钢管弯曲分为两种,一种异型八角钢管的弯曲,异型八角钢管钢管变薄,真正的弯曲使得异型八角钢管弯曲,在异型八角钢管型钢管的长度方向的弯曲生产异型八角钢管厂家方式,两种基本方式矩形管生产方形和异型钢管成型,根据不同产品的需求,选择合适的工艺配置。需要注意的是,当拉伸和压缩,对产品质量的印象,或导致的方矩形管变形。真正厂家销量弯曲方管压实,然后弯曲的弯曲,内部和外部的托辊管异型八角钢管的过程。矩形管真正的弯曲的优点是固体的弯曲将相对较小,并且,形成一个更准确的,并在生产时间,只要是使用辊式的准确,和金属含量将因为拉伸减薄。空弯曲矩形管生产,外部滚子与方形和异型钢管的管的外壁,与金属弯曲,空弯的时间的个人,钢管弯曲线会产生一定的压缩,所以钢管出货一般,压缩或增稠效果。



异型管驱动送料辊轮的齿轮类齿隙比较小,驱动送料辊轮的伺服电机可以灵活、适度地加、减速。
异型管轧制油膜对送料精度产生影响,轧制完成后如果放置时间过长,轧制油就会发生干燥固化现象,送料时材料就会与送料辊轮发生滑动,使送料的精度下降。
异型管材料从很宽的材料剪切时,因剪切装置的精度和刚度原因剪切下来的材料幅度会出现正、负误差。在通过模具的导向柱时,材料过窄就会产生间隙,发生抖动,使送料的精度下降。在通过模具的导向柱时,材料过宽会被压缩变形,也会严重降低送料精度。
异型管卷材是由很宽的压延钢板卷曲而成的,相对来说靠近中央附近的精度比较好,幅宽方向的两端呈现逐渐变薄的现象,厚度的精度明显变差。此时,幅宽精度比较差的卷材也会影响送料精度。
