



不要错过我们上传的钢筋笼地滚机厂家现货视频!它将为您提供比图文更直观、更的产品介绍,点击观看,让您轻松了解产品详情。
以下是:钢筋笼地滚机厂家现货的图文介绍

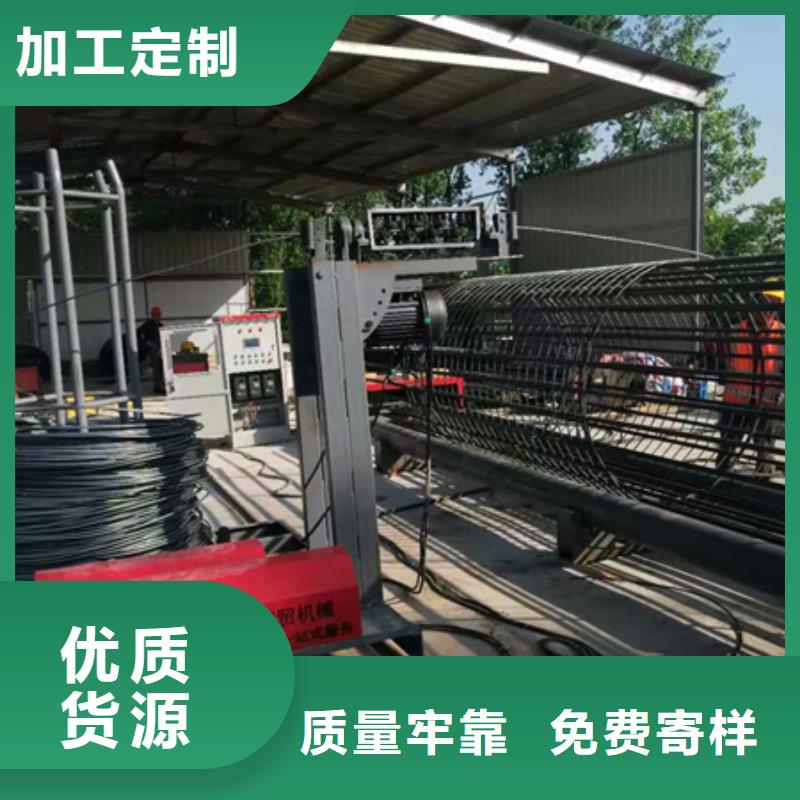
浙江钢筋笼绕筋机工艺流程1主筋上料→盘筋上料→主筋穿丝并加紧→盘筋穿丝并缠绕固定→焊接成型→钢筋笼与盘分离→卸笼,降下液压支撑→盘复位、下一个循环→加内箍筋建贸浙江钢筋笼绕筋机目前使用钢筋滚笼机的步骤及原理步:钢筋进场后,按照规划将原材料分类存放,并填写相应的材料标识牌,材料标识牌包含钢筋厂家信息、生产批次、进场日期、自检及报检情况等。第二步:项目现场管理人员根据需要施工部位的设计图纸,规划每节钢筋下料长度,在钢筋下料区切割。第三步:钢筋放入量尺确定的胎架上进行切割下料后,转移至套丝区滚丝。滚丝后的钢筋必须经过端头打磨平整后方可进入下一道工序。第四步:钢筋厂设置的数控钢筋笼成型机,根据设计间距调整主筋位置,箍筋通过在成型机中输入的间距自动盘绕,箍筋与主筋的连接采用二氧化碳气体保护焊按照梅花形进行点焊,减少焊渣,保证连接质量。第五步:一节钢筋笼制作完成后,下一节钢筋笼在成型机上进行组拼,组拼合格后方可吊离上一节钢筋笼,保证2节钢筋笼的对接精度。第六步:将加工好的钢筋笼运输至钢筋笼存放区,设置楔形马镫固定两侧,防止钢筋笼滚动。


2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。
3、为了节省金属,减轻重量,减小焊接结构的变形,并疲劳强度,半自动钢筋笼滚焊机可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。
4、铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效。焊接时,将圆铜线不断地送到滚轮与板件之间,铜线呈原状连续输送,经过滚轮后又连续绕出且不会污染滚轮。
5、半自动钢筋笼滚焊机焊接波纹管和膜盒时,因零件薄,刚度小,焊接处窄,多采用辅助夹具滚焊。通常情况下,夹具采用铜合金制造,以保证良好的导电性及散热能力。钢筋笼绕筋机



建贸机械设备(浙江省分公司)设备精良,以专业化生产保证 钢筋笼地滚笼机产品的稳定性。 不断健全的管理体制为产品的结构、质量提供了可靠的保证。
我们的原则
创新源于我们对 钢筋笼地滚笼机科技的积累;
稳定源于我们对 钢筋笼地滚笼机质量的坚定;
卓越源于我们对 钢筋笼地滚笼机细节的执着;
形象源于我们对 钢筋笼地滚笼机服务的认真!



