



铜止水现货供应厂家直销的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:铜止水现货供应厂家直销的图文介绍

基坑周围地面应进行防水、排水处理,严防雨水等地面水渗入基坑周边土体。②土方开挖过程中,是冬季、雨季、汛期施工时,注意气候、降雨、降温等预报,按施工方案的规定,采取必要的防护措施。在挖土过程中,由专人作检查、观测,发生异常情况应立即查清原因,采取有效措施。
③限制坑顶周围振动荷载作用,并应作好机械上、下基坑坡道部位的支护。基坑挖土时,做好挖土的机械、车辆的通道布置、挖土的顺序及周围堆土位置安排,不得在挖土过程中,碰撞围护结构和工程桩。④基坑开挖完成后,应及时清底验槽,时间,防止暴晒和雨水浸蚀破坏地基土的原状结构。
基坑验槽后,及时浇筑垫层封闭基坑;垫层要做到基坑满封闭。基坑中工程桩桩头处理宜在垫层铺设后进行。⑤基础结构完成后,应及时在基础和坑壁之间进行回填。回填土通常用原挖出的土(不得用腐植土、含水量大的土等作为填土),或按图纸要求的填料,分层回填夯实,满足设计密实度要求。
③限制坑顶周围振动荷载作用,并应作好机械上、下基坑坡道部位的支护。基坑挖土时,做好挖土的机械、车辆的通道布置、挖土的顺序及周围堆土位置安排,不得在挖土过程中,碰撞围护结构和工程桩。④基坑开挖完成后,应及时清底验槽,时间,防止暴晒和雨水浸蚀破坏地基土的原状结构。
基坑验槽后,及时浇筑垫层封闭基坑;垫层要做到基坑满封闭。基坑中工程桩桩头处理宜在垫层铺设后进行。⑤基础结构完成后,应及时在基础和坑壁之间进行回填。回填土通常用原挖出的土(不得用腐植土、含水量大的土等作为填土),或按图纸要求的填料,分层回填夯实,满足设计密实度要求。


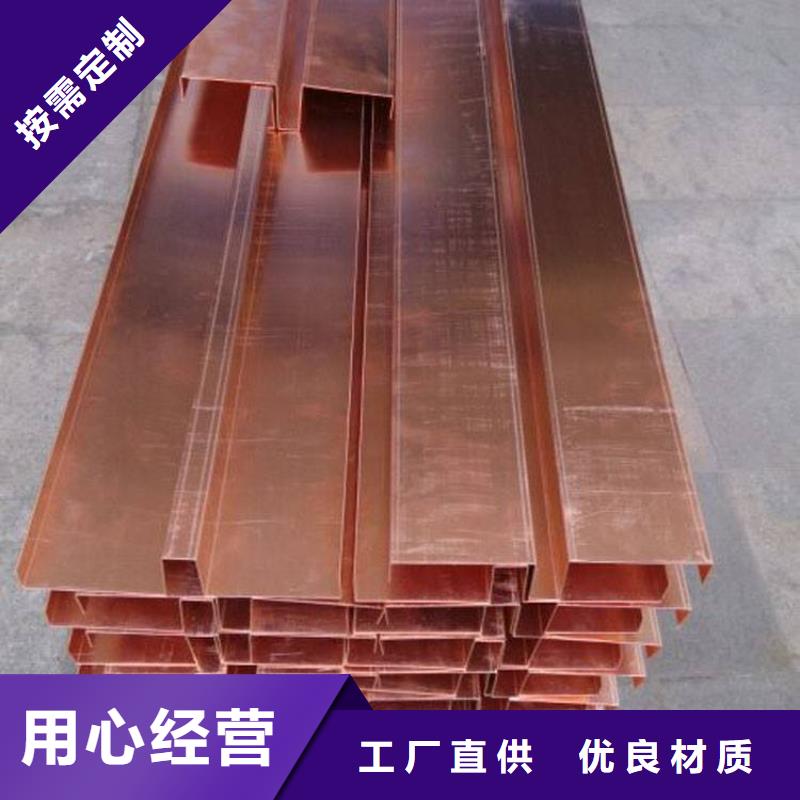
防渗止水是水工建筑物的关键一环,紫铜片是水工建筑物沉降缝伸缩缝之间常用的止水材料,其结构设计是否科学关系到水I建筑物的、可靠运行。
紫铜片止水的加工与连接
紫铜片止水按设计形状、尺寸,采用专门成型机根据需要长度加工挤压整体成型,确保成型质量。加工时,尽量减少接头数目。挤压加工成型的紫铜止水片长度大,搬运过程中容易发生扭曲变形,为避免发生此现象,应尽可能靠近工作面加工,成品出口处设置托架。对于异型接头,计划在现场根据实际需要进行加工和连接。详见“紫铜止水片异形头制作与搭接”
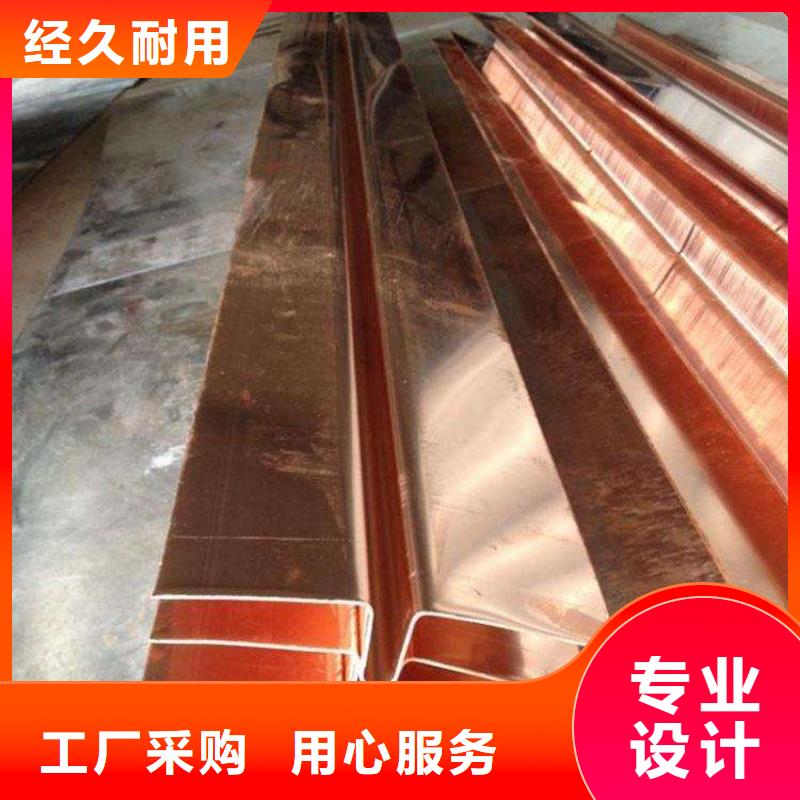
在水利工程设计和施工中,为了防止因不均匀沉降造成对水利工程设施的破坏,根据地质条件以及上部结构等情况,一般每隔10~30米会设置一道沉降缝,在沉降缝之间会设置止水铜片。目前通常做法是在现场直接焊接水平止水与垂直止水连接段。由于分缝部分连接复杂,且工地现场焊接条件差、紫铜片长,导致现场加工质量不易控制,特别是该部位,是焊接特别复杂的地方,再加上目前这方面的专业制作人员又紧缺,稍有不慎,就可能导致水失效,产生渗漏,工程将会产生问题。因此,为了满足生产和施工的需要,急需一种能适应分缝部分水平止水与垂直止水既加工简单又便于现场焊接的装置。
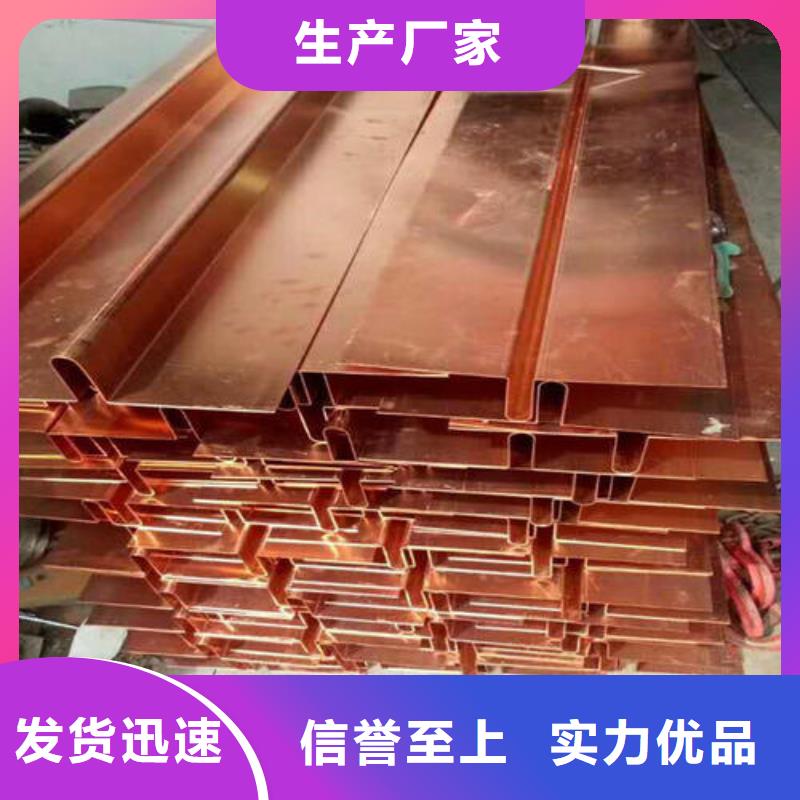
紫铜片止水的加工与连接
紫铜片止水按设计形状、尺寸,采用专门成型机根据需要长度加工挤压整体成型,确保成型质量。加工时,尽量减少接头数目。挤压加工成型的紫铜止水片长度大,搬运过程中容易发生扭曲变形,为避免发生此现象,应尽可能靠近工作面加工,成品出口处设置托架。对于异型接头,计划在现场根据实际需要进行加工和连接。详见“紫铜止水片异形头制作与搭接”
在水利工程设计和施工中,为了防止因不均匀沉降造成对水利工程设施的破坏,根据地质条件以及上部结构等情况,一般每隔10~30米会设置一道沉降缝,在沉降缝之间会设置止水铜片。目前通常做法是在现场直接焊接水平止水与垂直止水连接段。由于分缝部分连接复杂,且工地现场焊接条件差、紫铜片长,导致现场加工质量不易控制,特别是该部位,是焊接特别复杂的地方,再加上目前这方面的专业制作人员又紧缺,稍有不慎,就可能导致水失效,产生渗漏,工程将会产生问题。因此,为了满足生产和施工的需要,急需一种能适应分缝部分水平止水与垂直止水既加工简单又便于现场焊接的装置。



广硕橡塑制品(自贡市分公司)的优势 1.常备 钢边止水带库存大,公司常备库存万余吨, 2.生产周期时间短。对于客户要求的特殊材质、规格均能在规定的时间内准时交货,为您的工程和生产提供充足的货源保证。 3.价格优惠,厂家直销,决定了我们的价格低于市场。 4.加工配送 在短的时间,配送到达货物,使用现场。 由于 钢边止水带市场价格波动很大,如需报价请来电咨,欢迎惠顾!



焊接部位的氧化层----可用断锯条制成小刀,刮去金属引线表面的氧化层,使引脚金属光泽。印刷电路板可用细纱纸将铜箔打光后,涂上一层酒精溶液。元件镀锡----在刮净的引线上镀锡。可将引线蘸一下酒精溶液后,将带锡的热烙铁头压在引线上,并转动引线。
即可使引线均匀地镀上一层很薄的锡层。导线焊接前,应将绝缘外皮剥去,再经过上面两项处理,才能正式焊接。若是多股金属丝的导线,打光后应先拧在一起,然后再镀锡。做好焊前处理之后,就可正式进行焊接∶(1)右手持电烙铁。
左手用尖嘴钳或镊子夹持元件或导线。焊接前,电烙铁要充分预热。烙铁头刃面上要吃锡,即带上一定量焊锡。(2)将烙铁头刃面紧贴在焊点处。电烙铁与水平面大约成60℃角。以便于熔化的锡从烙铁头上流到焊点上。烙铁头在焊点处停留的时间控制在2~3秒钟。
即可使引线均匀地镀上一层很薄的锡层。导线焊接前,应将绝缘外皮剥去,再经过上面两项处理,才能正式焊接。若是多股金属丝的导线,打光后应先拧在一起,然后再镀锡。做好焊前处理之后,就可正式进行焊接∶(1)右手持电烙铁。
左手用尖嘴钳或镊子夹持元件或导线。焊接前,电烙铁要充分预热。烙铁头刃面上要吃锡,即带上一定量焊锡。(2)将烙铁头刃面紧贴在焊点处。电烙铁与水平面大约成60℃角。以便于熔化的锡从烙铁头上流到焊点上。烙铁头在焊点处停留的时间控制在2~3秒钟。



