



一分钟,了解产品的全部魅力!观看我们的25Mn精密钢管-大品牌质量有保障产品视频,为您的购买决策提供有力支持。
以下是:25Mn精密钢管-大品牌质量有保障的图文介绍


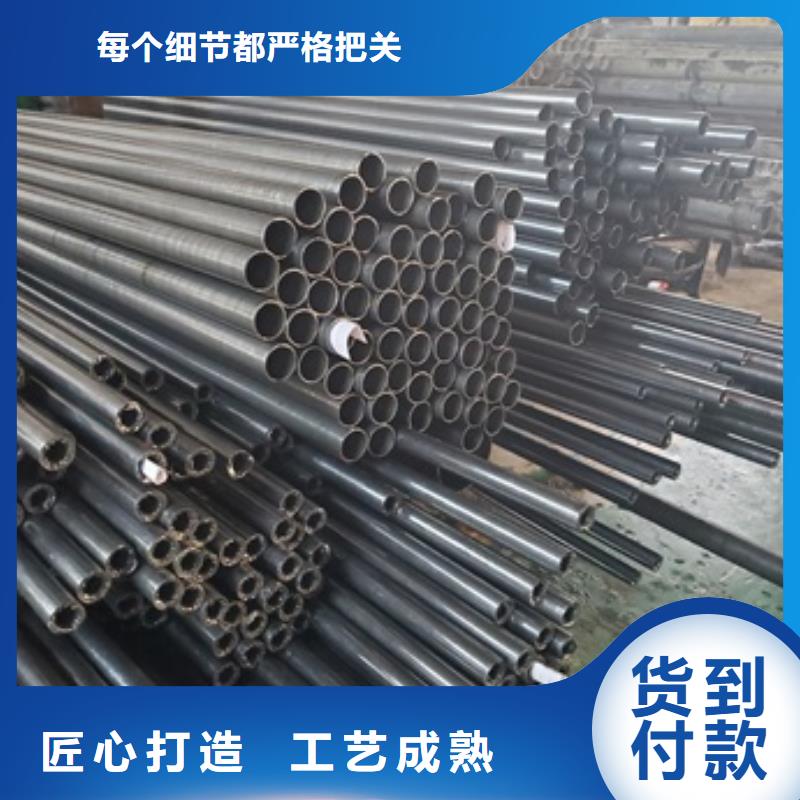
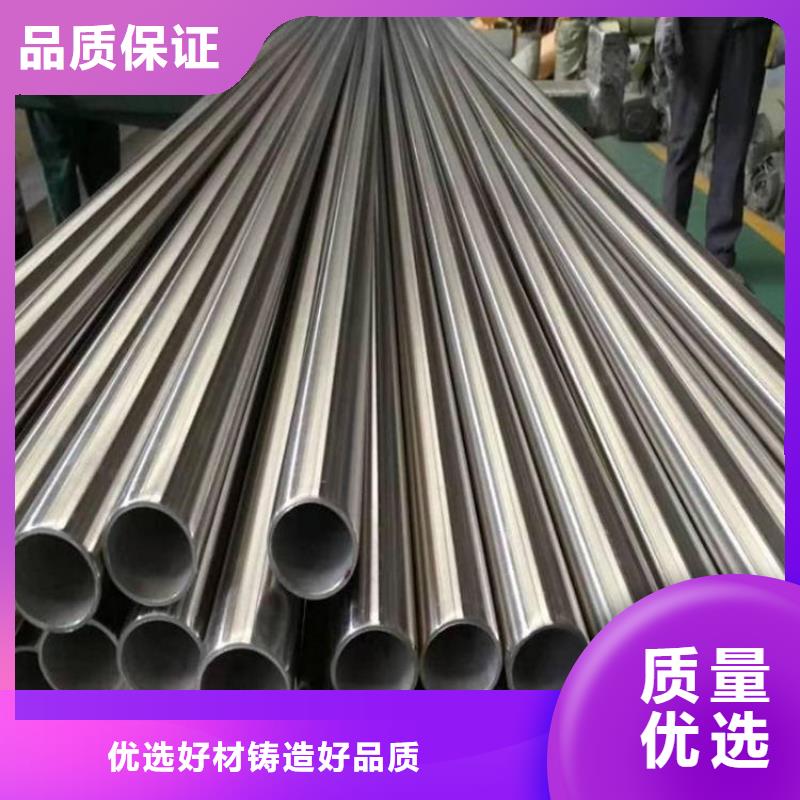
精密钢管随着社会的认同,在各个不同的领域被应用着。所有精密管的雏形都是普通毛管,所谓的普通毛管通常是指用钢锭或者实行管穿孔制成,再经过热轧和冷轧技术制作而成。在国际上,精密钢管的使用率很高,在国内也好国外也好,精密钢管在整个管道材料中占有非常重要的地位。从目前的市场发展来看,中国的精密钢管比较有规模的生产厂家已经有两百家之多,同时,每年的产量也一直都在不断的。而且精密钢管的技术也在不断的完善,相对以前工艺也更加成熟。公司近出产的精密钢管,在产品质量方面得到了发展和,对于内孔和外壁的尺寸都有严格的要求,以此来规范和保证精密钢管的质量。



用实际行动,努力打造公司的形象与信誉。中升管业(自贡市分公司)本着先赢得信誉,其次再赢得市场的前提下,在竞争激烈的市场中,占有了一席之地,在 冷轧精密钢管行业中也树立了很好的口碑。 企业的发展离不开科技,离不开人才,更离不开用户。我们愿同全国各地客户,建立稳固、平等、互利的业务关系,让我们共同发展繁荣,为 冷轧精密钢管事业做出更大的贡献。



对待客户中升管业(自贡市分公司)执行一贯性的态度,从上至下无论总经理还是普通员工,都重视并维护客户的权益。公司始终秉承“诚实立身、信誉兴业”的宗旨。以质量求生存,用诚信铸品牌,用责任维护 冷轧精密钢管品牌。




大家都知道油气管道的要求非常的高,不仅需要密封性好,还要不会生锈,并且有利于液体的长距离运输。以前我们在前两个特点都能够满足,但是适于长途运输很难做到。所以经过近一年的研究,终于攻破了这项难题。 精密管(SSAW)是带钢卷管时其前进方向与成型管中心线有成型角(可调整),边成型边焊接,其焊缝成螺旋线,优点是同一规格的带钢可生产多种直径规格的钢管,原料适应范围较大,焊缝可避开主应力,受力情况较好,缺点是几何尺寸较差,焊缝长度相比直缝管长,易产生裂纹、气孔、夹渣、焊偏等焊接缺陷,焊接应力呈拉应力状态。精密管近期技术进行改革,没有做什么宣传,不过正好我们的新技术也研究成功了。现在产品终于可以成功用于油气管道的运输了。
