




想要知道不锈钢复合管护栏桥梁护栏厂诚信经营产品如何?看视频就知道!看视频,选产品更明智!
以下是:不锈钢复合管护栏桥梁护栏厂诚信经营的图文介绍


不锈钢复合管护栏栏杆注意加工成型工序,应尽量采用什么方法 现场实测放线。土建施工会有一定偏差,装饰设计图纸深度也不够,所以必须根据现场放线实测的数据,根据设计的要求绘制施工放样详图。尤其要对楼梯不锈钢栏杆扶手的拐点位置和栏杆的立柱定位尺寸要格外注意,只有经过现场放线核实后放样详图,才能作为栏杆的加工图;检查预埋件是否齐全、牢固。如果原土建结构上未设置合适的预埋件,则应按照设计需要补做; 选择合格的原材料; 注意加工成型工序:应尽量采用工厂成品配件和杆件; 现场焊接和安装:一般应先竖立直线段两端的立柱,检查就位正确和校正垂直度,然后用拉通线方法逐个安装中间立柱,顺序焊接其他杆件。施工时要注意管材间的焊接要用满焊,不能仅点焊几点,以免磨平后会露出管材间的缝隙; 打磨和抛光。严格按照有关操作工艺由粗砂轮片到超细砂轮片逐步打磨,用抛光轮抛光。



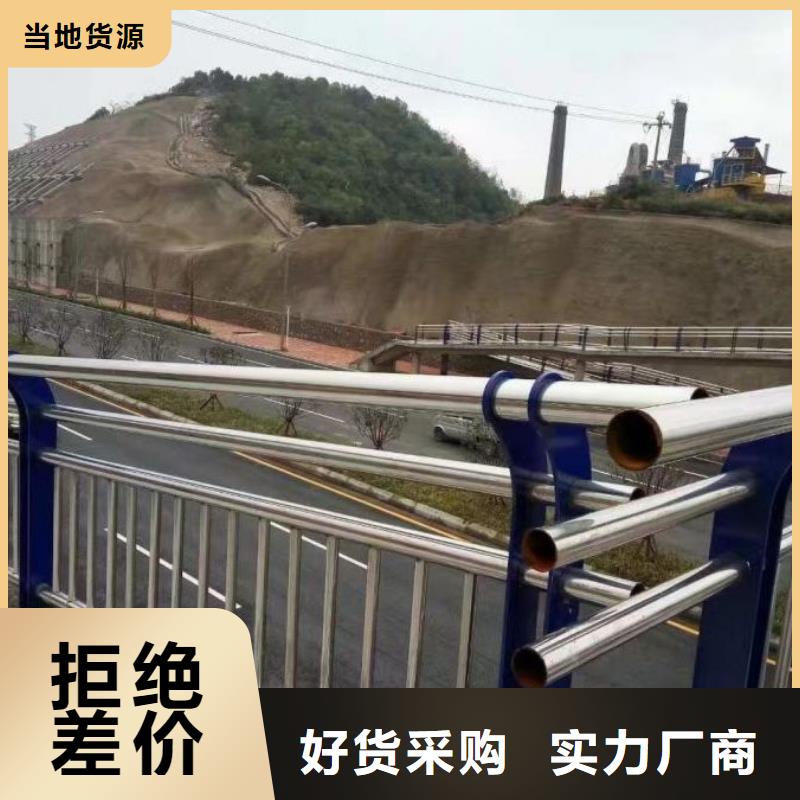
实用和美观是桥梁不锈钢复合管护栏的两大功能 一般的金属桥梁栏杆都是有可能出现锈蚀现象的,如果是不锈钢材料,可以进行定期清洗,直接用水就行,不锈钢怕的就是氯离子,特别是靠海的地方;如果是铁艺的,那就需要涂漆,油漆都是有使用年限的,时间长了就要进行维护,具体的时间还要看你的栏杆的油漆的氧化程度。 实用和美观是桥梁护栏的两大功能,随着材料和工艺的进步,满足栏杆的实用性要求已不成问题;与桥梁结构相配合、与周围环境相协调的栏杆,就犹如画龙点睛,使桥梁变得瑰丽多姿。如金水桥、玉带桥的雕栏,富丽华贵,高雅诱人;卢沟桥栏杆上形态各异的石狮子,妙趣横生,名闻遐迩。科学如此发达的今天,要求我们的桥梁建筑师继承和发扬传统的建筑艺术,把栏杆的景观功能发挥得淋漓尽致。首先,要求栏杆造型与桥型相适应。栏杆是桥梁总体构造的一部分,要对桥梁整体美观起到衬托和加强作用,因此栏杆造型要能够适应桥型,格调要一致。其次,栏杆和桥梁的造型需与周边环境协调统一。 桥梁是大自然中具有魅力的空间建筑物。“宏观决定成败,细节成就品质”, 21 世纪的桥梁护栏必将更加重视造型与艺术并重、与自然环境和人文环境和谐 地发展, 进而使我们的生活环境更加美好。 我们的桥梁建筑师需要不断深化对桥 梁栏杆造型艺术的认识, 将我国桥梁及栏杆设计的水平到新高度,使得其更 具有时代感和民族特色, 并更好的与周边环境融合在一起,实现人与自然的和谐发展。



绿洲金属科技(自贡市分公司)常年销售 道路护栏。在 道路护栏行业中有较高的信誉。
服务三保: 保证质量、保证时间、保证数量
服务宗旨: 雄厚的实力、优质的产品、
经营原则: 顾客至上、质量优良、品种齐全、价格合理。
绿洲金属科技(自贡市分公司)秉承诚信服务、恪守信誉的宗旨,欢迎您的来电、咨询,我们将竭诚为您服务。



不锈钢复合管护栏:材质为铁管,外面包裹着不锈钢层,比较坚固,管口封闭良好的情况下可保证其防锈期限与纯不锈钢无异。 不锈钢管:整个管都为不锈钢的较轻,承重能力没有复合管好,但是不容易生锈,不锈钢材质又分好几种200,201,300,301,304等,市场上一般为201材质,304的效果,其次301。不锈钢复合管护栏我公司生产的钢板立柱大型数控异形切割机、离子切割机、冲床、镀锌、喷塑车间等,护栏立柱,护栏钢板立柱、各样式护栏钢板立柱,镀锌喷塑护栏立柱 复合管钢板立柱,各种异形钢板切割和钢板加工等。 不锈钢护栏施工工艺 一、工艺流程:施工准备--放样--下料--焊接安装--打磨--焊缝检查--抛光。 二、主要施工方法: 1、施工前应先进行现场放样,并计算出各种杆件的长度。 2、按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1mm。 3、选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。 4、脱脂去污处理:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则应选择三氯代乙烯、苯、汽油、中性洗涤剂或其它化学药品用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。 5、焊接时应选用较细的不锈钢焊条(焊丝)和较小的焊接电流。焊接时构件之间的焊点应牢固,焊缝应饱满,焊缝金属表面的焊波应匀,不得有裂纹、夹渣、焊瘤、烧穿、弧坑和针状气孔等缺陷,焊接区不得有飞溅物。 6、杆件焊接组装完成后,对于无明显凹痕或凸出较大焊珠的焊缝,可直接进行抛光。对于有凹凸渣滓或较大焊珠的焊缝则应用角磨机进行打磨,磨平后再进行抛光。抛光后必须使外观光洁、平顺、无明显的焊接痕迹。



不锈钢复合管护栏焊接要领 1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜,焊丝用Ф0.8~Ф1.2㎜,牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min. 2.将对焊处两端磨坡口。 3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。 4.复合管焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层不锈钢壁厚在0.3~0.6㎜左右,应注意不要过份打磨,否则很容易将不锈钢表层磨破露出钢管,这样就需要修补,加大了工作量.可在施工前先切一小段试焊,熟悉一下,一般能焊纯不锈钢薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。

